Общий каталог YG-1 2018 - страница 1333
Навигация
 Каталог YG-1 сверлильный инструмент
Каталог YG-1 сверлильный инструмент Каталог YG-1 инструментальная оснастка
Каталог YG-1 инструментальная оснастка Каталог YG-1 сменные пластины
Каталог YG-1 сменные пластины Каталог YG-1 фрезерование
Каталог YG-1 фрезерование Каталог YG-1 твердосплавные борфрезы
Каталог YG-1 твердосплавные борфрезы Каталог YG-1 резьбонарезной инструмент
Каталог YG-1 резьбонарезной инструмент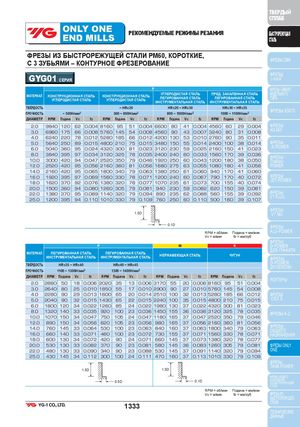
ТВЕРДЫЙ СПЛАВ ONLY ONEEND MILLS РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ БЫСТРОРЕЖУЩАЯСТАЛЬ ФРЕЗЫ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ РМ60, КОРОТКИЕ, С 3 ЗУБЬЯМИ – КОНТУРНОЕ ФРЕЗЕРОВАНИЕ ФРЕЗЫ CBN GYG01 СЕРИЯ ФРЕЗЫi-Xmill P ФРЕЗЫ i-SMART МАТЕРИАЛ КОНСТРУКЦИОННАЯ СТАЛЬУГЛЕРОДИСТАЯ СТАЛЬКОНСТРУКЦИОННАЯ СТАЛЬУГЛЕРОДИСТАЯ СТАЛЬУГЛЕРОДИСТАЯ СТАЛЬПРЕД. ЗАКАЛЕННАЯ СТАЛЬЛЕГИРОВАННАЯ СТАЛЬЛЕГИРОВАННАЯ СТАЛЬИНСТРУМЕНТАЛЬНАЯ СТАЛЬИНСТРУМЕНТАЛЬНАЯ СТАЛЬМОДУЛЬНОГОТИПА ТВЁРДОСТЬ ~ HRc20 HRc20 ~ HRc30 HRc30 ~ HRc35 ПРОЧНОСТЬ ~ 500Н/мм2 500 ~ 800Н/мм2 800 ~ 1000Н/мм2 1000 ~ 1100Н/мм2 ФРЕЗЫ X5070 ДИАМЕТР RPM Подача Vc fz RPM Подача Vc fz RPM Подача Vc fz RPM Подача Vc fz 2.0 9840 120 62 0.004 8160 95 51 0.004 6600 80 41 0.004 4560 60 29 0.004 ФРЕЗЫ 3.0 6960 175 66 0.008 5760 145 54 0.008 4560 90 43 0.007 3240 80 31 0.008 4G Mill 4.0 6240 220 78 0.012 5280 185 66 0.012 4200 130 53 0.010 2760 90 35 0.011 5.0 5640 250 89 0.015 4800 210 75 0.015 3480 150 55 0.014 2400 100 38 0.014 ФРЕЗЫ 6.0 5040 360 95 0.024 4320 300 81 0.023 3120 230 59 0.025 2160 150 41 0.023 X-POWER 8.0 3840 395 97 0.034 3120 325 78 0.035 2400 240 60 0.033 1560 170 39 0.036 ФРЕЗЫ 10.0 3000 420 94 0.047 2520 350 79 0.046 1920 250 60 0.043 1200 180 38 0.050 TitaNox- 12.0 2520 420 95 0.056 2160 360 81 0.056 1680 275 63 0.055 1080 180 41 0.056 POWER 14.0 2160 420 95 0.065 1800 340 79 0.063 1380 250 61 0.060 940 170 41 0.060 16.0 1920 395 97 0.069 1560 330 78 0.071 1200 240 60 0.067 790 170 40 0.07218.01620370920.0761380320780.0771070235610.073700155400.074ФРЕЗЫJET-POWER 20.0 1500 360 94 0.080 1260 305 79 0.081 940 230 59 0.082 620 150 39 0.081 22.0 1380 370 95 0.089 1140 320 79 0.094 890 235 62 0.088 560 155 39 0.09225.01200395940.1101010330790.109760250600.110500160390.107ФРЕЗЫV7 PLUS ФРЕЗЫ 1.5D V7 Mill 0.1D ФРЕЗЫ RPM = об/мин Подача = мм/мин ALU-POWER Vc = м/мин fz = мм/зуб ФРЕЗЫ P M K D-POWER МАТЕРИАЛ ЛЕГИРОВАННАЯ СТАЛЬ ЛЕГИРОВАННАЯ СТАЛЬИНСТРУМЕНТАЛЬНАЯ СТАЛЬИНСТРУМЕНТАЛЬНАЯ СТАЛЬНЕРЖАВЕЮЩАЯ СТАЛЬЧУГУН ДЛЯ ГРАФИТАФРЕЗЫ ТВЁРДОСТЬ HRc35 ~ HRc40 HRc40 ~ HRc45 D-POWERДЛЯ УГЛЕПЛАСТИКА ПРОЧНОСТЬ 1100 ~ 1300Н/мм2 1300 ~ 1400Н/мм2 ДИАМЕТР RPM Подача Vc fz RPM Подача Vc fz RPM Подача Vc fz RPM Подача Vc fz РОУТЕРЫ 2.0 2880 50 18 0.006 2020 35 13 0.006 3170 55 20 0.006 8160 95 51 0.004 3.0 2640 80 25 0.010 1850 55 17 0.010 2900 90 27 0.010 5760 145 54 0.008 4.0 2280 90 29 0.013 1600 65 20 0.014 2510 100 32 0.013 5280 185 66 0.012 ФРЕЗЫ 5.0 2040 90 32 0.015 1430 65 22 0.015 2240 100 35 0.015 4800 210 75 0.015 CRX S 6.0 1800 120 34 0.022 1260 85 24 0.022 1980 130 37 0.022 4320 300 81 0.023 8.0 1320 140 33 0.035 920 100 23 0.036 1450 155 36 0.036 3120 325 78 0.035 ФРЕЗЫ K-2 10.0 1070 150 34 0.047 750 105 24 0.047 1180 165 37 0.047 2520 350 79 0.046 12.0 890 150 34 0.056 620 105 23 0.056 980 165 37 0.056 2160 360 81 0.056 14.0 760 145 33 0.064 530 100 23 0.063 840 160 37 0.063 1800 340 79 0.063 ФРЕЗЫОБЩЕГО 16.0 660 140 33 0.071 460 100 23 0.072 730 155 37 0.071 1560 330 78 0.071 НАЗНАЧЕНИЯ 18.0 600 130 34 0.072 420 90 24 0.071 660 145 37 0.073 1380 320 78 0.077 20.0 530 130 33 0.082 370 90 23 0.081 580 145 36 0.083 1260 305 79 0.081 ФРЕЗЫ ONLY 22.0 480 130 33 0.090 340 90 23 0.088 530 145 37 0.091 1140 320 79 0.094 ONE 25.0 430 145 34 0.112 300 100 24 0.111 470 160 37 0.113 1010 330 79 0.109 ФРЕЗЫ TANK-POWER 1.5D 1.5D ФРЕЗЫ ОБЩЕГО 0.5D 0.1D НАЗНАЧЕНИЯИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ RPM = об/мин Подача = мм/мин Vc = м/мин fz = мм/зуб ФРЕЗЫ ИЗ БЫСТРОРЕЖУЩЕЙ 1333 СТАЛИ ТЕХНИЧЕСКИЕ ДАННЫЕ