Общий каталог YG-1 2018 - страница 1297
Навигация
 Каталог YG-1 сверлильный инструмент
Каталог YG-1 сверлильный инструмент Каталог YG-1 инструментальная оснастка
Каталог YG-1 инструментальная оснастка Каталог YG-1 сменные пластины
Каталог YG-1 сменные пластины Каталог YG-1 фрезерование
Каталог YG-1 фрезерование Каталог YG-1 твердосплавные борфрезы
Каталог YG-1 твердосплавные борфрезы Каталог YG-1 резьбонарезной инструмент
Каталог YG-1 резьбонарезной инструмент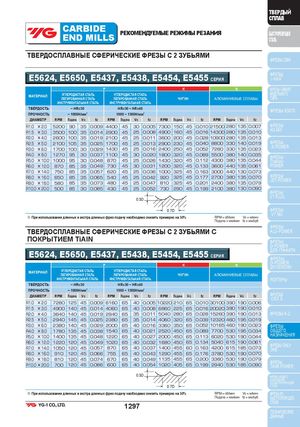
ТВЕРДЫЙ СПЛАВ CARBIDEEND MILLS РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ БЫСТРОРЕЖУЩАЯСТАЛЬ ТВЕРДОСПЛАВНЫЕ СФЕРИЧЕСКИЕ ФРЕЗЫ С 2 ЗУБЬЯМИ ФРЕЗЫ CBN E5624, E5650, E5437, E5438, E5454, E5455 СЕРИЯ ФРЕЗЫi-Xmill P K N ФРЕЗЫ i-SMART МАТЕРИАЛ УГЛЕРОДИСТАЯ СТАЛЬ УГЛЕРОДИСТАЯ СТАЛЬЛЕГИРОВАННАЯ СТАЛЬЛЕГИРОВАННАЯ СТАЛЬ МОДУЛЬНОГОЧУГУНАЛЮМИНИЕВЫЕ СПЛАВЫТИПА ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ ТВЁРДОСТЬ ~ HRc30 HRc30 ~ HRc40 ФРЕЗЫ X5070 ПРОЧНОСТЬ ~ 1000Н/мм2 1000 ~ 1300Н/мм2 ДИАМЕТР RPM Подача Vc fz RPM Подача Vc fz RPM Подача Vc fz RPM Подача Vc fz R1.0 × 2.0 5200 90 35 0.009 4400 45 30 0.005 7300 150 45 0.010 21500 280 135 0.007R1.5× 3.03500100350.014290045250.0084900160450.016 14300 2801350.010ФРЕЗЫ4G Mill R2.0 × 4.0 2600 100 35 0.019 2100 45 25 0.011 3600 200 45 0.028 10900 280 135 0.013 R2.5 × 5.0 2100 105 35 0.025 1700 45 25 0.013 2900 230 45 0.040 8800 330 140 0.019R3.0× 6.01700100300.029143045250.0162400250450.05272603301350.023ФРЕЗЫX-POWER R4.0 × 8.0 1270 95 30 0.037 1100 45 30 0.020 1800 320 45 0.089 5500 380 140 0.035 ФРЕЗЫ R5.0 × 10.0 1000 95 30 0.048 870 45 25 0.026 1430 320 45 0.112 4300 380 135 0.044 TitaNox- R6.0 × 12.0 870 85 35 0.049 730 45 30 0.031 1200 320 45 0.133 3600 440 135 0.061 POWER R7.0 × 14.0 750 85 35 0.057 620 45 25 0.036 1000 325 45 0.163 3000 440 130 0.073 R8.0 × 16.0 650 85 35 0.065 540 45 25 0.042 920 325 45 0.177 2700 380 135 0.070R9.0× 18.058085350.07348045250.047810325450.20124003801350.079ФРЕЗЫJET-POWER R10.0 × 20.0 500 85 30 0.085 430 45 25 0.052 730 290 45 0.199 2100 380 130 0.090 ФРЕЗЫ 0.3D V7 PLUS 0.7D ФРЕЗЫ V7 Mill ※ При использовании длинных и экстра длинных фрез подачу необходимо снизить примерно на 50% RPM = об/мин Vc = м/мин Подача = мм/мин fz = мм/зуб ФРЕЗЫ ТВЕРДОСПЛАВНЫЕ СФЕРИЧЕСКИЕ ФРЕЗЫ С 2 ЗУБЬЯМИ С ALU-POWER ПОКРЫТИЕМ TiAlN ФРЕЗЫ D-POWER E5624, E5650, E5437, E5438, E5454, E5455 СЕРИЯ ДЛЯ ГРАФИТАФРЕЗЫ P K N D-POWERДЛЯ УГЛЕПЛАСТИКА МАТЕРИАЛ УГЛЕРОДИСТАЯ СТАЛЬ УГЛЕРОДИСТАЯ СТАЛЬЛЕГИРОВАННАЯ СТАЛЬЛЕГИРОВАННАЯ СТАЛЬЧУГУНАЛЮМИНИЕВЫЕ СПЛАВЫ ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ РОУТЕРЫ ТВЁРДОСТЬ ~ HRc30 HRc30 ~ HRc40 ПРОЧНОСТЬ ~ 1000Н/мм2 1000 ~ 1300Н/мм2 ДИАМЕТР RPM Подача Vc fz RPM Подача Vc fz RPM Подача Vc fz RPM Подача Vc fz ФРЕЗЫCRX S R1.0 × 2.0 7280 125 45 0.009 6160 65 40 0.005 10220 210 65 0.010 30100 390 190 0.006 R1.5 × 3.0 4900 140 45 0.014 4060 65 40 0.008 6860 225 65 0.016 20020 390 190 0.010 R2.0 × 4.0 3640 140 45 0.019 2940 65 35 0.011 5040 280 65 0.028 15260 390 190 0.013 ФРЕЗЫ K-2 R2.5 × 5.0 2940 145 45 0.025 2380 65 35 0.014 4060 320 65 0.039 12320 460 195 0.019 R3.0 × 6.0 2380 140 45 0.029 2000 65 40 0.016 3360 350 65 0.052 10165 460 190 0.023 ФРЕЗЫ R4.0 × 8.0 1780 135 45 0.038 1540 65 40 0.021 2520 450 65 0.089 7700 530 195 0.034 ОБЩЕГО R5.0 × 10.0 1400 135 45 0.048 1220 65 40 0.027 2000 450 65 0.113 6020 530 190 0.044 НАЗНАЧЕНИЯ R6.0 × 12.0 1220 120 45 0.049 1020 65 40 0.032 1680 450 65 0.134 5040 615 190 0.061R7.0× 14.01050120450.05787065400.0371400455600.16342006151850.073ФРЕЗЫ ONLYONE R8.0 × 16.0 910 120 45 0.066 755 65 40 0.043 1290 455 65 0.176 3780 530 190 0.070 R9.0 × 18.0 810 120 45 0.074 670 65 40 0.049 1135 455 65 0.200 3360 530 190 0.079R10.0 × 20.0700120450.08660065400.0541020405650.19929405301850.090ФРЕЗЫTANK-POWER 0.3D ФРЕЗЫ ОБЩЕГО НАЗНАЧЕНИЯ ИЗ БЫСТРОРЕЖУЩЕЙ 0.7D СТАЛИ ※ При использовании длинных и экстра длинных фрез подачу необходимо снизить примерно на 50% RPM = об/мин Vc = м/мин ФРЕЗЫ ИЗ Подача = мм/мин fz = мм/зуб БЫСТРОРЕЖУЩЕЙ 1297 СТАЛИ ТЕХНИЧЕСКИЕ ДАННЫЕ