Общий каталог YG-1 2018 - страница 1257
Навигация
 Каталог YG-1 сверлильный инструмент
Каталог YG-1 сверлильный инструмент Каталог YG-1 инструментальная оснастка
Каталог YG-1 инструментальная оснастка Каталог YG-1 сменные пластины
Каталог YG-1 сменные пластины Каталог YG-1 фрезерование
Каталог YG-1 фрезерование Каталог YG-1 твердосплавные борфрезы
Каталог YG-1 твердосплавные борфрезы Каталог YG-1 резьбонарезной инструмент
Каталог YG-1 резьбонарезной инструмент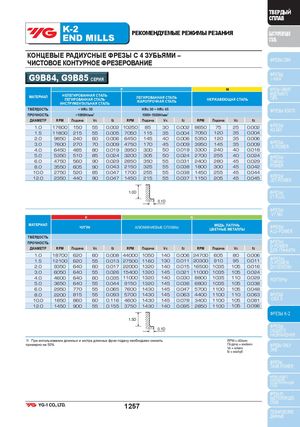
ТВЕРДЫЙ СПЛАВ K-2END MILLS РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ БЫСТРОРЕЖУЩАЯСТАЛЬ КОНЦЕВЫЕ РАДИУСНЫЕ ФРЕЗЫ С 4 ЗУБЬЯМИ – ЧИСТОВОЕ КОНТУРНОЕ ФРЕЗЕРОВАНИЕ ФРЕЗЫ CBN G9B84, G9B85 СЕРИЯ ФРЕЗЫi-Xmill P M ФРЕЗЫ i-SMART МАТЕРИАЛ НЕЛЕГИРОВАННАЯ СТАЛЬЛЕГИРОВАННАЯ СТАЛЬИНСТРУМЕНТАЛЬНАЯ СТАЛЬЛЕГИРОВАННАЯ СТАЛЬЖАРОПРОЧНАЯ СТАЛЬ МОДУЛЬНОГОНЕРЖАВЕЮЩАЯ СТАЛЬТИПА ТВЁРДОСТЬ ~ HRc 30 HRc 30 ~ HRc 45 ФРЕЗЫ X5070 ПРОЧНОСТЬ ~1000Н/мм2 1000~1500Н/мм2 ДИАМЕТР RPM Подача Vc fz RPM Подача Vc fz RPM Подача Vc fz 1.0 17600 150 55 0.002 10250 85 30 0.002 8650 75 25 0.002 ФРЕЗЫ4G Mill 1.5 11800 215 55 0.005 7050 115 35 0.004 7050 120 35 0.004 2.0 9850 240 60 0.006 6450 145 40 0.006 5350 120 35 0.006 3.0 7600 270 70 0.009 4750 170 45 0.009 3950 145 35 0.009 ФРЕЗЫX-POWER 4.0 6450 485 80 0.019 3950 300 50 0.019 3300 240 40 0.018 5.0 5350 510 85 0.024 3200 305 50 0.024 2700 255 40 0.024 ФРЕЗЫ 6.0 4750 560 90 0.029 2850 350 55 0.031 2400 280 45 0.029 TitaNox- 8.0 3550 605 90 0.043 2150 325 55 0.038 1800 300 45 0.042 POWER 10.0 2750 520 85 0.047 1700 255 55 0.038 1450 255 45 0.044 12.0 2350 440 90 0.047 1450 215 55 0.037 1150 205 45 0.045 ФРЕЗЫJET-POWER 1.0D ФРЕЗЫ V7 PLUS 0.1D ФРЕЗЫ V7 Mill K N МАТЕРИАЛ ЧУГУН АЛЮМИНИЕВЫЕ СПЛАВЫ МЕДЬ, ЛАТУНЬЦВЕТНЫЕ МЕТАЛЛЫ ФРЕЗЫALU-POWER ТВЁРДОСТЬ ПРОЧНОСТЬ ФРЕЗЫ ДИАМЕТР RPM Подача Vc fz RPM Подача Vc fz RPM Подача Vc fz D-POWERДЛЯ ГРАФИТА 1.0 18700 620 60 0.008 44000 1050 140 0.006 24700 605 80 0.006 1.5 12100 620 55 0.013 27500 1160 130 0.011 20300 910 95 0.011 ФРЕЗЫD-POWER 2.0 9350 640 60 0.017 22000 1320 140 0.015 16500 1035 105 0.016 ДЛЯ УГЛЕПЛАСТИКА 3.0 6050 640 55 0.026 15400 1320 145 0.021 11000 1035 105 0.024 4.0 4600 640 60 0.035 11000 1320 140 0.030 8800 1035 110 0.029 РОУТЕРЫ 5.0 3650 640 55 0.044 9150 1320 145 0.036 6800 1035 105 0.038 6.0 2950 770 55 0.065 7600 1430 145 0.047 5700 1100 105 0.048 8.0 2200 815 55 0.093 5700 1430 145 0.063 4400 1100 110 0.063 ФРЕЗЫ 10.0 1850 860 60 0.116 4600 1430 145 0.078 3400 1100 105 0.081 CRX S 12.0 1450 900 55 0.155 3750 1430 140 0.095 2850 1100 105 0.096 ФРЕЗЫ K-2 1.5D 0.1D ФРЕЗЫОБЩЕГО НАЗНАЧЕНИЯ ※ При использовании длинных и экстра длинных фрез подачу необходимо снизить RPM = об/мин примерно на 50% Подача = мм/минVc = м/минfz = мм/зубФРЕЗЫ ONLYONE ФРЕЗЫ TANK-POWER ФРЕЗЫ ОБЩЕГО НАЗНАЧЕНИЯ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ ФРЕЗЫ ИЗ БЫСТРОРЕЖУЩЕЙ 1257 СТАЛИ ТЕХНИЧЕСКИЕ ДАННЫЕ