Общий каталог YG-1 2018 - страница 1155
Навигация
 Каталог YG-1 сверлильный инструмент
Каталог YG-1 сверлильный инструмент Каталог YG-1 инструментальная оснастка
Каталог YG-1 инструментальная оснастка Каталог YG-1 сменные пластины
Каталог YG-1 сменные пластины Каталог YG-1 фрезерование
Каталог YG-1 фрезерование Каталог YG-1 твердосплавные борфрезы
Каталог YG-1 твердосплавные борфрезы Каталог YG-1 резьбонарезной инструмент
Каталог YG-1 резьбонарезной инструмент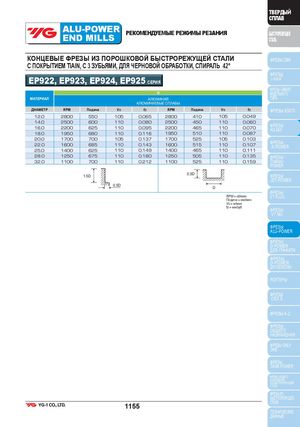
ТВЕРДЫЙ СПЛАВ ALU-POWEREND MILLS РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ БЫСТРОРЕЖУЩАЯСТАЛЬ КОНЦЕВЫЕ ФРЕЗЫ ИЗ ПОРОШКОВОЙ БЫСТРОРЕЖУЩЕЙ СТАЛИ ФРЕЗЫ CBN С ПОКРЫТИЕМ TiAlN, С 3 ЗУБЬЯМИ, ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ, СПИРАЛЬ 42° ФРЕЗЫ EP922, EP923, EP924, EP925 СЕРИЯ i-Xmill ФРЕЗЫ i-SMART N МОДУЛЬНОГО МАТЕРИАЛ АЛЮМИНИЙ ТИПА АЛЮМИНИЕВЫЕ СПЛАВЫ ДИАМЕТР RPM Подача Vc fz RPM Подача Vc fz ФРЕЗЫ X5070 12.0 2800 550 105 0.065 2800 410 105 0.049 14.0 2500 600 110 0.080 2500 450 110 0.060 16.0 2200 625 110 0.095 2200 465 110 0.070 ФРЕЗЫ4G Mill 18.0 1950 680 110 0.116 1950 510 110 0.087 20.0 1700 700 105 0.137 1700 525 105 0.103 22.0 1600 685 110 0.143 1600 515 110 0.107 ФРЕЗЫX-POWER 25.0 1400 625 110 0.149 1400 465 110 0.111 28.0 1250 675 110 0.180 1250 505 110 0.135 ФРЕЗЫ 32.0 1100 700 110 0.212 1100 525 110 0.159 TitaNox- POWER 1.5D 0.5D ФРЕЗЫ JET-POWER 0.5D D ФРЕЗЫ RPM = об/мин V7 PLUS Подача = мм/мин Vc = м/мин fz = мм/зуб ФРЕЗЫ V7 Mill ФРЕЗЫ ALU-POWER ФРЕЗЫ D-POWER ДЛЯ ГРАФИТА ФРЕЗЫ D-POWER ДЛЯ УГЛЕПЛАСТИКА РОУТЕРЫ ФРЕЗЫ CRX S ФРЕЗЫ K-2 ФРЕЗЫ ОБЩЕГО НАЗНАЧЕНИЯ ФРЕЗЫ ONLY ONE ФРЕЗЫ TANK-POWER ФРЕЗЫ ОБЩЕГО НАЗНАЧЕНИЯ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ ФРЕЗЫ ИЗ БЫСТРОРЕЖУЩЕЙ 1155 СТАЛИ ТЕХНИЧЕСКИЕ ДАННЫЕ