Каталог Winstar фрезерование - страница 205
Навигация
 Каталог Winstar монолитный инструмент 2020
Каталог Winstar монолитный инструмент 2020 Каталог Winstar сверление
Каталог Winstar сверление Основной каталог Winstar 2021
Основной каталог Winstar 2021 Каталог Carbidex сменные пластины 2020
Каталог Carbidex сменные пластины 2020 Каталог Winstar инструмент со сменными пластинами 2020
Каталог Winstar инструмент со сменными пластинами 2020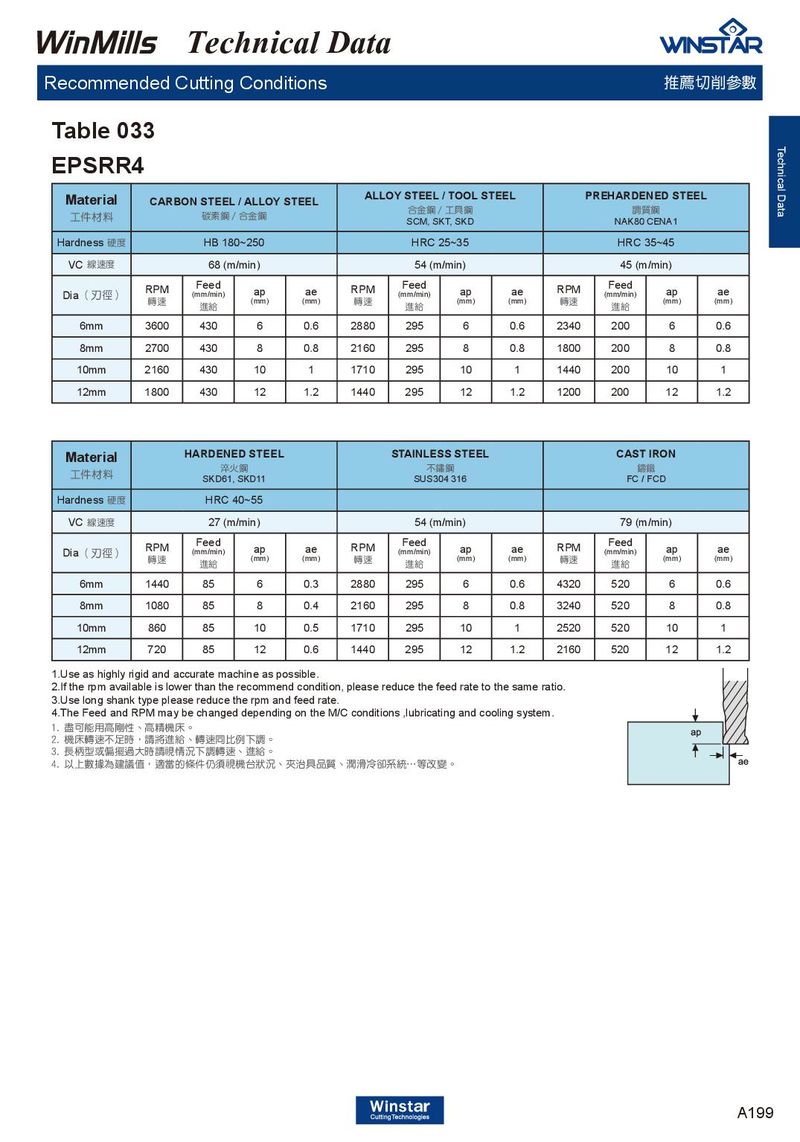
Technical Data Recommended Cutting Conditions 推薦切削參數 Table 033 Technical Data EPSRR4 ALLOY STEEL / TOOL STEEL PREHARDENED STEEL Material CARBON STEEL / ALLOY STEEL 合金鋼 / 工具鋼 調質鋼 工件材料 碳素鋼 / 合金鋼 SCM, SKT, SKD NAK80 CENA1 Hardness 硬度 HB 180~250 HRC 25~35 HRC 35~45 VC 線速度 68 (m/min) 54 (m/min) 45 (m/min) Feed Feed Feed RPM Dia ae RPM ( 刃徑 ) (mm/min) ap (mm/min) ap ae RPM (mm/min) ap ae 轉速 (mm) (mm) 轉速 (mm) (mm) 轉速 (mm) (mm) 進給 進給 進給 6mm 3600 430 6 0.6 2880 295 6 0.6 2340 200 6 0.6 8mm 2700 430 8 0.8 2160 295 8 0.8 1800 200 8 0.8 10mm 2160 430 10 1 1710 295 10 1 1440 200 10 1 12mm 1800 430 12 1.2 1440 295 12 1.2 1200 200 12 1.2 HARDENED STEEL STAINLESS STEEL CAST IRON Material 淬火鋼 不鏽鋼 鑄鐵 工件材料 SKD61, SKD11 SUS304 316 FC / FCD Hardness 硬度 HRC 40~55 VC 線速度 27 (m/min) 54 (m/min) 79 (m/min) Feed Feed Feed RPM Dia ( 刃徑 ) (mm/min) ap ae RPM (mm/min) ap ae RPM (mm/min) ap ae 轉速 (mm) (mm) 轉速 (mm) (mm) 轉速 (mm) (mm) 進給 進給 進給 6mm 1440 85 6 0.3 2880 295 6 0.6 4320 520 6 0.6 8mm 1080 85 8 0.4 2160 295 8 0.8 3240 520 8 0.8 10mm 860 85 10 0.5 1710 295 10 1 2520 520 10 1 12mm 720 85 12 0.6 1440 295 12 1.2 2160 520 12 1.2 1.Use as highly rigid and accurate machine as possible. 2.If the rpm available is lower than the recommend condition, please reduce the feed rate to the same ratio. 3.Use long shank type please reduce the rpm and feed rate. 4.The Feed and RPM may be changed depending on the M/C conditions ,lubricating and cooling system. 1. 盡可能用高剛性、高精機床。 2. 機床轉速不足時,請將進給、轉速同比例下調。 3. 長柄型或偏擺過大時請視情況下調轉速、進給。 4. 以上數據為建議值,適當的條件仍須視機台狀況、夾治具品質、潤滑冷卻系統…等改變。 A199