Каталог Widia достижения 2021 - страница 15
Навигация
 Каталог Widia достижения 2020
Каталог Widia достижения 2020 Каталог Widia фрезы со сменными пластинами 2016
Каталог Widia фрезы со сменными пластинами 2016 Каталог Widia техническое руководство по разверткам
Каталог Widia техническое руководство по разверткам Общий каталог Widia 2017
Общий каталог Widia 2017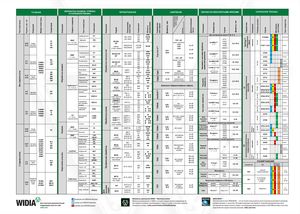 Брошюра Widia техническое руководство
Брошюра Widia техническое руководство Каталог Widia трохоидальное фрезерование
Каталог Widia трохоидальное фрезерование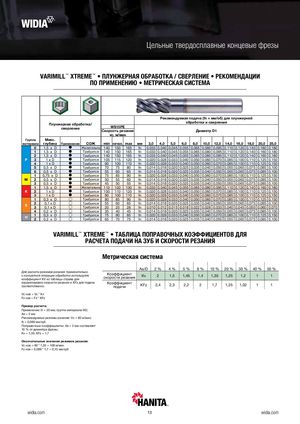
Цельные твердосплавные концевые фрезы VARIMILL™ XTREME™ • ПЛУНЖЕРНАЯ ОБРАБОТКА / СВЕРЛЕНИЕ • РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ • МЕТРИЧЕСКАЯ СИСТЕМА Рекомендуемая подача (fn = мм/об) для плунжерной Плунжерная обработка/ обработки и сверления сверление WS15PE Скорость резания Диаметр D1 vc, м/мин Группа Макс. материала глубина Применение СОЖ min начал. max мм 3,0 4,0 5,0 6,0 8,0 10,0 12,0 14,0 16,0 18,0 20,0 25,0 0 1,5 x D v Желательна 140 150 165 fn 0,033 0,040 0,045 0,055 0,065 0,080 0,095 0,110 0,120 0,140 0,160 0,180 1 1,5 x D v Требуется 140 150 165 fn 0,033 0,040 0,045 0,055 0,065 0,080 0,095 0,110 0,120 0,140 0,160 0,180 2 1,5 x D v Требуется 140 150 165 fn 0,033 0,040 0,045 0,055 0,065 0,080 0,095 0,110 0,120 0,140 0,160 0,180 P 3 1xD v Требуется 105 115 120 fn 0,020 0,028 0,033 0,040 0,050 0,060 0,070 0,085 0,100 0,110 0,125 0,150 4 1xD v Требуется 90 100 110 fn 0,020 0,028 0,033 0,040 0,050 0,060 0,070 0,085 0,100 0,110 0,125 0,150 5 0,5 x D v Требуется 70 75 80 fn 0,014 0,018 0,020 0,025 0,035 0,040 0,050 0,055 0,065 0,075 0,085 0,100 6 0,5 x D v Требуется 55 60 65 fn 0,014 0,018 0,020 0,025 0,035 0,040 0,050 0,055 0,065 0,075 0,085 0,100 1 0,75 x D v Требуется 75 85 90 fn 0,020 0,028 0,033 0,040 0,050 0,060 0,070 0,085 0,100 0,110 0,125 0,150 M 2 0,5 x D v Требуется 50 55 60 fn 0,014 0,018 0,020 0,025 0,035 0,040 0,050 0,055 0,065 0,075 0,085 0,100 3 0,5 x D v Требуется 45 50 55 fn 0,014 0,018 0,020 0,025 0,035 0,040 0,050 0,055 0,065 0,075 0,085 0,100 1 1,5 x D v Желательна 110 120 130 fn 0,033 0,040 0,045 0,055 0,065 0,080 0,095 0,110 0,120 0,140 0,160 0,180 K 2 1xD v Требуется 100 110 120 fn 0,020 0,028 0,033 0,040 0,050 0,060 0,070 0,085 0,100 0,110 0,125 0,150 3 1xD v Требуется 90 100 110 fn 0,020 0,028 0,033 0,040 0,050 0,060 0,070 0,085 0,100 0,110 0,125 0,150 1 0,3 x D j Требуется 80 85 90 fn 0,020 0,028 0,033 0,040 0,050 0,060 0,070 0,085 0,100 0,110 0,125 0,150 S 23 0,1 x D0,1 x D j Требуется 55 60 65 fn 0,014 0,018 0,020 0,025 0,035 0,040 0,050 0,055 0,065 0,075 0,085 0,100jТребуется202528fn0,0100,0120,0150,0180,0220,0280,0330,0400,0450,0500,0600,070 4 0,2 x D j Требуется 35 40 45 fn 0,014 0,018 0,020 0,025 0,035 0,040 0,050 0,055 0,065 0,075 0,085 0,100 H 12 0,3 x D0,2 x D j Требуется 75 80 85 fn 0,020 0,028 0,033 0,040 0,050 0,060 0,070 0,085 0,100 0,110 0,125 0,150jТребуется657075fn0,0140,0180,0200,0250,0350,0400,0500,0550,0650,0750,0850,100 VARIMILL™ XTREME™ • ТАБЛИЦА ПОПРАВОЧНЫХ КОЭФФИЦИЕНТОВ ДЛЯ РАСЧЕТА ПОДАЧИ НА ЗУБ И СКОРОСТИ РЕЗАНИЯ Метрическая система Ae/D 2% 4% 5% 8% 10 % 20 % 30 % 40 % 50 % Для расчета режимов резания применительнок конкретной операции обработки используйтекоэффициент KV из таблицы справа дляКоэффициентскорости резанияKv21,51,451,41,351,251,211 корректировки скорости резания и KFz для подачисоответственно.КоэффициентподачиKFz 2,4 2,3 2,2 2 1,7 1,25 1,02 1 1 Vc нов = Vc * Kv Fz нов = Fz * KFz Пример расчета: Применение: D = 20 мм; группа материала M2; Ae = 2 мм Рекомендуемые режимы резания: Vc = 80 м/мин; fz = 0,089 мм/зуб Поправочные коэффициенты: Ae = 2 мм составляет 10 % от диаметра фрезы; Kv = 1,35; KFz = 1,7 Окончательные значения режимов резания: Vc нов = 80 * 1,35 = 108 м/мин Fz нов = 0,089 * 1,7 = 0,15 мм/зуб widia.com 13 widia.com