Общий каталог Walter 2017 - страница 693
Навигация
 Каталог Walter обработка алюминия 2020
Каталог Walter обработка алюминия 2020 Каталог Walter новинки 2021.1
Каталог Walter новинки 2021.1 Каталог Walter новая продукция 2018
Каталог Walter новая продукция 2018 Каталог Walter новинки 2021.2
Каталог Walter новинки 2021.2 Брошюра Walter новинки 2022
Брошюра Walter новинки 2022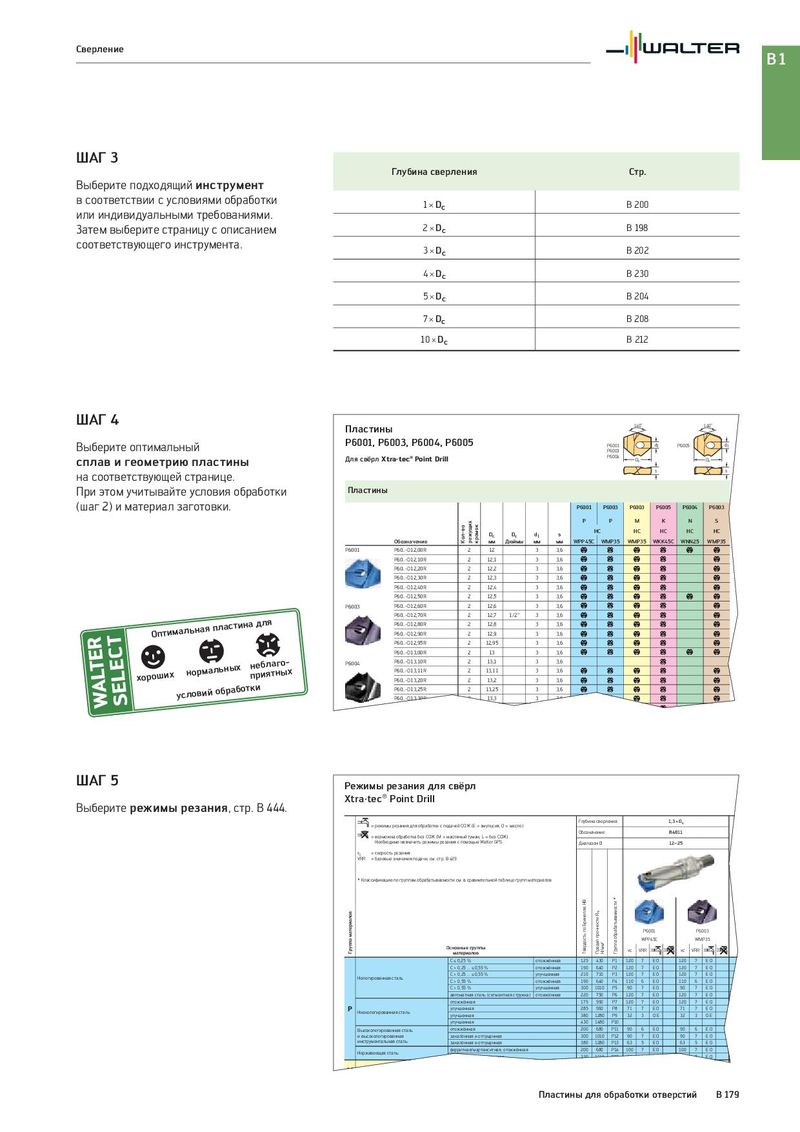
Сверление B1 ШАГ 3 Глубина сверления Стр. Выберите подходящий инструмент в соответствии с условиями обработки 1 × Dc B 200 или индивидуальными требованиями. Затем выберите страницу с описанием 2 × Dc B 198 соответствующего инструмента. 3 × Dc B 202 4 × Dc B 230 5 × Dc B 204 7 × Dc B 208 10 × Dc B 212 ШАГ 4 Пластины 140˚ 140˚ Выберите оптимальный P6001, P6003, P6004, P6005 P6001 d1 P6005 d1 P6003 сплав и геометрию пластины Для свёрл Xtra·tec® Point Drill P6004 Dc Dc на соответствующей странице. s s При этом учитывайте условия обработки Пластины (шаг 2) и материал заготовки. P6001 P6003 P6003 P6005 P6004 P6003 режущих P P M K N S Кол-во кромок Dc Dc d1 s HC HC HC HC HC Обозначение мм Дюймы мм мм WPP45C WMP35 WMP35 WKK45C WNN25 WMP35 P6001 P60..-D12,00R 2 12 3 3,6 b c b c b b P60..-D12,10R 2 12,1 3 3,6 b c b c b P60..-D12,20R 2 12,2 3 3,6 b c b c b P60..-D12,30R 2 12,3 3 3,6 b c b c b P60..-D12,40R 2 12,4 3 3,6 b c b c b P60..-D12,50R 2 12,5 3 3,6 b c b c b b P6003 P60..-D12,60R 2 12,6 3 3,6 b c b c b P60..-D12,70R 2 12,7 1/2“ 3 3,6 b c b c b Оптимальная пластина для P60..-D12,80R 2 12,8 3 3,6 b c b c b P60..-D12,90R 2 12,9 3 3,6 b c b c b P60..-D12,95R 2 12,95 3 3,6 b c b c b P60..-D13,00R 2 13 3 3,6 b c b c b b нормальных пнреиблятангыо-х P6004 P60..-D13,10R 2 13,1 3 3,6 c хороших P60..-D13,11R 2 13,11 3 3,6 b c b c b P60..-D13,20R 2 13,2 3 3,6 b c b c b условий обработки P60..-D13,25R 2 13,25 3 3,6 b c b c b P60..-D13,30R 2 13,3 3 3,6 b c b c b P60..-D13,40R 2 13,4 3 3,6 b c b c b ШАГ 5 Режимы резания для свёрл Выберите режимы резания, стр. B 444. Xtra·tec® Point Drill Глубина сверления 1,3 × Dc = режимы резания для обработки с подачей СОЖ (E = эмульсия, O = масло) Обозначение B4011 = возможна обработка без СОЖ (M = масляный туман, L = без СОЖ) Необходимо назначить режимы резания с помощью Walter GPS. Диапазон Ø 12–25 vc = скорость резания VRR = базовые значения подачи, см. стр. B 429 * Классификацию по группам обрабатываемости см. в сравнительной таблице групп материалов Группа материалов Твёрдость по Бринеллю HB Предел прочности Rm Группа обрабатываемости * P6001 P6003 WPP45C WMP35 Основные группы Н/мм2 vc VRR vc VRR материалов C ≤ 0,25 % отожжённая 125 430 P1 120 7 EO 120 7 EO C > 0,25 ... ≤ 0,55 % отожжённая 190 640 P2 120 7 EO 120 7 EO Нелегированная сталь C > 0,25 ... ≤ 0,55 % улучшенная 210 710 P3 120 7 EO 120 7 EO C > 0,55 % отожжённая 190 640 P4 110 6 EO 110 6 EO C > 0,55 % улучшенная 300 1010 P5 90 7 EO 90 7 EO автоматная сталь (сегментная стружка) отожжённая 220 750 P6 120 7 EO 120 7 EO отожжённая 175 590 P7 120 7 EO 120 7 EO P Низколегированная сталь улучшенная 285 960 P8 71 7 EO 71 7 EO улучшенная 380 1280 P9 32 3 OE 32 3 OE улучшенная 430 1480 P10 Высоколегированная сталь отожжённая 200 680 P11 90 6 EO 90 6 EO и высоколегированная закалённая и отпущенная 300 1010 P12 90 7 EO 90 7 EO инструментальная сталь закалённая и отпущенная 380 1280 P13 63 5 EO 63 5 EO Нержавеющая сталь ферритная/мартенситная, отожжённая 200 680 P14 100 7 EO 100 7 EO мартенситная, улучшенная 330 1110 P15 80 7 EO 80 7 EO аустенитная, закалённая 200 680 M1 71 4 EO M Нержавеющая сталь аустенитная дисперсионно твердеющая (PH) 300 1010 M2 Пластины для обработки отверстий B 179