Общий каталог Walter 2017 - страница 527
Навигация
 Каталог Walter обработка алюминия 2020
Каталог Walter обработка алюминия 2020 Каталог Walter новинки 2021.1
Каталог Walter новинки 2021.1 Каталог Walter новая продукция 2018
Каталог Walter новая продукция 2018 Каталог Walter новинки 2021.2
Каталог Walter новинки 2021.2 Брошюра Walter новинки 2022
Брошюра Walter новинки 2022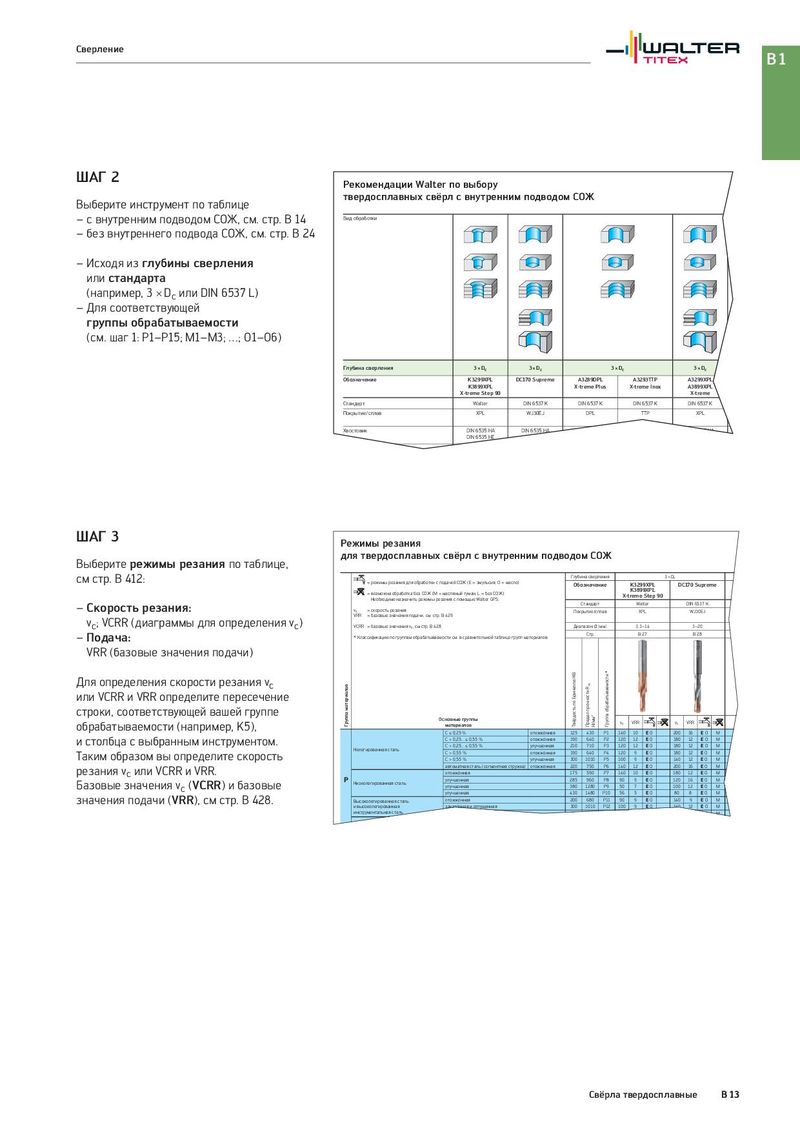
Сверление B1 ШАГ 2 Рекомендации Walter по выбору Выберите инструмент по таблице твердосплавных свёрл с внутренним подводом СОЖ – с внутренним подводом СОЖ, см. стр. B 14 Вид обработки – без внутреннего подвода СОЖ, см. стр. B 24 – Исходя из глубины сверления или стандарта (например, 3 × Dc или DIN 6537 L) – Для соответствующей группы обрабатываемости (см. шаг 1: P1–P15; M1–M3; …; O1–O6) Глубина сверления 3 × Dc 3 × Dc 3 × Dc 3 × Dc Обозначение K3299XPL DC170 Supreme A3289DPL A3293TTP A3299XPL K3899XPL X·treme Plus X·treme Inox A3899XPL X·treme Step 90 X·treme Стандарт Walter DIN 6537 K DIN 6537 K DIN 6537 K DIN 6537 K Покрытие/сплав XPL WJ30EJ DPL TTP XPL Хвостовик DIN 6535 HA DIN 6535 HA DIN 6535 HA DIN 6535 HA DIN 6535 HA DIN 6535 HE DIN 6535 HE Д з Ø[ ] 33 14 3 20 3 20 3 20 3 20 ШАГ 3 Режимы резания Выберите режимы резания по таблице, для твердосплавных свёрл с внутренним подводом СОЖ см стр. B 412: Глубина сверления 3 × Dc = режимы резания для обработки с подачей СОЖ (E = эмульсия, O = масло) Обозначение K3299XPL DC170 Supreme = возможна обработка без СОЖ (M = масляный туман, L = без СОЖ) K3899XPL Необходимо назначить режимы резания с помощью Walter GPS. X·treme Step 90 – Скорость резания: Стандарт Walter DIN 6537 K vc = скорость резания Покрытие/сплав XPL WJ30EJ VRR = базовые значения подачи, см. стр. B 429 vc; VCRR (диаграммы для определения vc) VCRR = базовые значения vc, см стр. B 428 Диапазон Ø [мм] 3,3–14 3–20 – Подача: * Классификацию по группам обрабатываемости см. в сравнительной таблице групп материалов Стр. B 27 B 28 VRR (базовые значения подачи) Для определения скорости резания vc Группа материалов Твёрдость по Бринеллю HB Предел прочности Rm Группа обрабатываемости * или VCRR и VRR определите пересечение строки, соответствующей вашей группе Н/мм2 Основные группы vc VRR vc VRR обрабатываемости (например, K5), материалов C ≤ 0,25 % отожжённая 125 430 P1 140 10 EO 200 16 EO M и столбца с выбранным инструментом. C > 0,25... ≤ 0,55 % отожжённая 190 640 P2 120 12 EO 180 12 EO M Нелегированная сталь C > 0,25... ≤ 0,55 % улучшенная 210 710 P3 120 12 EO 180 12 EO M Таким образом вы определите скорость C > 0,55 % отожжённая 190 640 P4 120 9 EO 180 12 EO M C > 0,55 % улучшенная 300 1010 P5 100 9 EO 140 12 EO M резания vc или VCRR и VRR. автоматная сталь (сегментная стружка) отожжённая 220 750 P6 140 12 EO 200 16 EO M отожжённая 175 590 P7 140 10 EO 180 12 EO M Базовые значения vc (VCRR) и базовые P Низколегированная сталь улучшенная 285 960 P8 90 9 EO 120 16 EO M улучшенная 380 1280 P9 50 7 EO 100 12 EO M улучшенная 430 1480 P10 56 5 EO 80 8 EO M значения подачи (VRR), см стр. B 428. Высоколегированная сталь отожжённая 200 680 P11 90 9 EO 140 9 EO M и высоколегированная закалённая и отпущенная 300 1010 P12 100 9 EO 140 12 EO M инструментальная сталь закалённая и отпущенная 380 1280 P13 45 7 EO 56 8 EO M Нержавеющая сталь ферритная/мартенситная, отожжённая 200 680 P14 110 12 EO 160 12 EO M Свёрла твердосплавные B 13