Общий каталог Walter 2017 - страница 275
Навигация
 Каталог Walter обработка алюминия 2020
Каталог Walter обработка алюминия 2020 Каталог Walter новинки 2021.1
Каталог Walter новинки 2021.1 Каталог Walter новая продукция 2018
Каталог Walter новая продукция 2018 Каталог Walter новинки 2021.2
Каталог Walter новинки 2021.2 Брошюра Walter новинки 2022
Брошюра Walter новинки 2022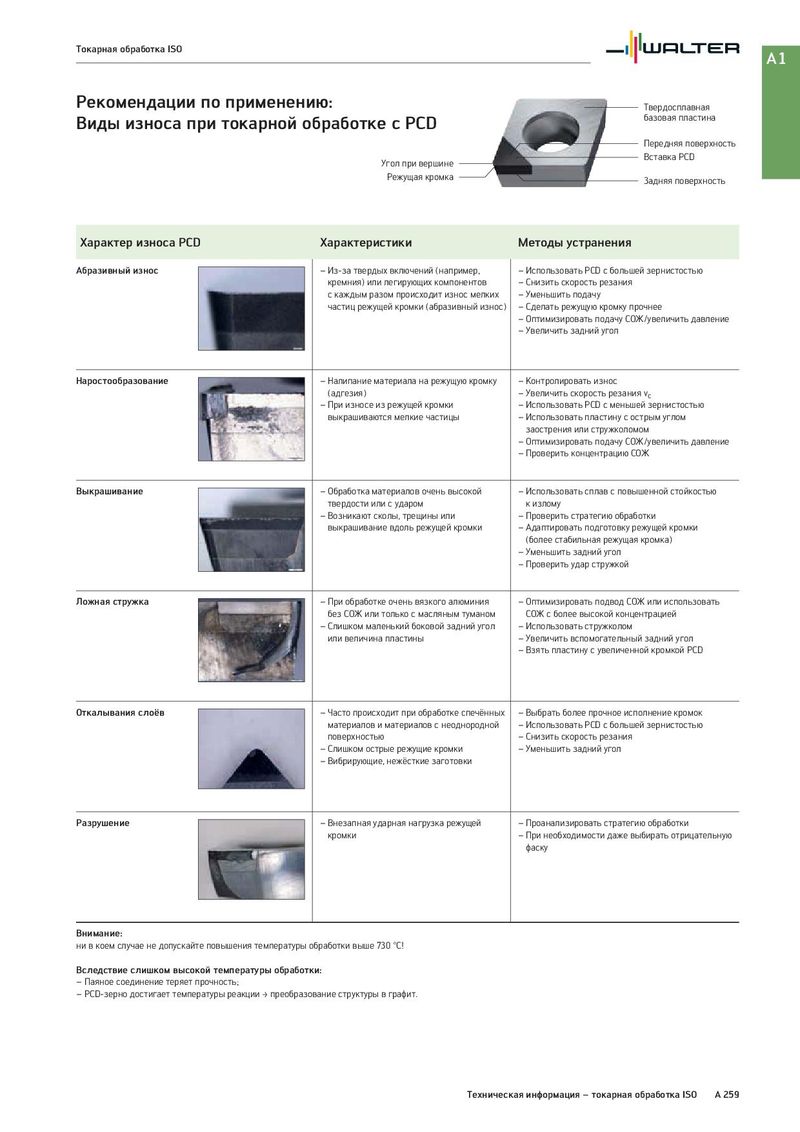
Токарная обработка ISO A1 Рекомендации по применению: Твердосплавная Виды износа при токарной обработке с PCD базовая пластина Передняя поверхность Угол при вершине Вставка PCD Режущая кромка Задняя поверхность Характер износа PCD Характеристики Методы устранения Абразивный износ – Из-за твердых включений (например, – Использовать PCD с большей зернистостью кремния) или легирующих компонентов – Снизить скорость резания с каждым разом происходит износ мелких – Уменьшить подачу частиц режущей кромки (абразивный износ) – Сделать режущую кромку прочнее – Оптимизировать подачу СОЖ/увеличить давление – Увеличить задний угол Наростообразование – Налипание материала на режущую кромку – Контролировать износ (адгезия) – Увеличить скорость резания vc – При износе из режущей кромки – Использовать PCD с меньшей зернистостью выкрашиваются мелкие частицы – Использовать пластину с острым углом заострения или стружколомом – Оптимизировать подачу СОЖ/увеличить давление – Проверить концентрацию СОЖ Выкрашивание – Обработка материалов очень высокой – Использовать сплав с повышенной стойкостью твердости или с ударом к излому – Возникают сколы, трещины или – Проверить стратегию обработки выкрашивание вдоль режущей кромки – Адаптировать подготовку режущей кромки (более стабильная режущая кромка) – Уменьшить задний угол – Проверить удар стружкой Ложная стружка – При обработке очень вязкого алюминия – Оптимизировать подвод СОЖ или использовать без СОЖ или только с масляным туманом СОЖ с более высокой концентрацией – Слишком маленький боковой задний угол – Использовать стружколом или величина пластины – Увеличить вспомогательный задний угол – Взять пластину с увеличенной кромкой PCD Откалывания слоёв – Часто происходит при обработке спечённых – Выбрать более прочное исполнение кромок материалов и материалов с неоднородной – Использовать PCD с большей зернистостью поверхностью – Снизить скорость резания – Слишком острые режущие кромки – Уменьшить задний угол – Вибрирующие, нежёсткие заготовки Разрушение – Внезапная ударная нагрузка режущей – Проанализировать стратегию обработки кромки – При необходимости даже выбирать отрицательную фаску Внимание: ни в коем случае не допускайте повышения температуры обработки выше 730 °C! Вследствие слишком высокой температуры обработки: – Паяное соединение теряет прочность; – PCD-зерно достигает температуры реакции ‡ преобразование структуры в графит. Техническая информация – токарная обработка ISO A 259