Общий каталог Walter 2017 - страница 263
Навигация
 Каталог Walter обработка алюминия 2020
Каталог Walter обработка алюминия 2020 Каталог Walter новинки 2021.1
Каталог Walter новинки 2021.1 Каталог Walter новая продукция 2018
Каталог Walter новая продукция 2018 Каталог Walter новинки 2021.2
Каталог Walter новинки 2021.2 Брошюра Walter новинки 2022
Брошюра Walter новинки 2022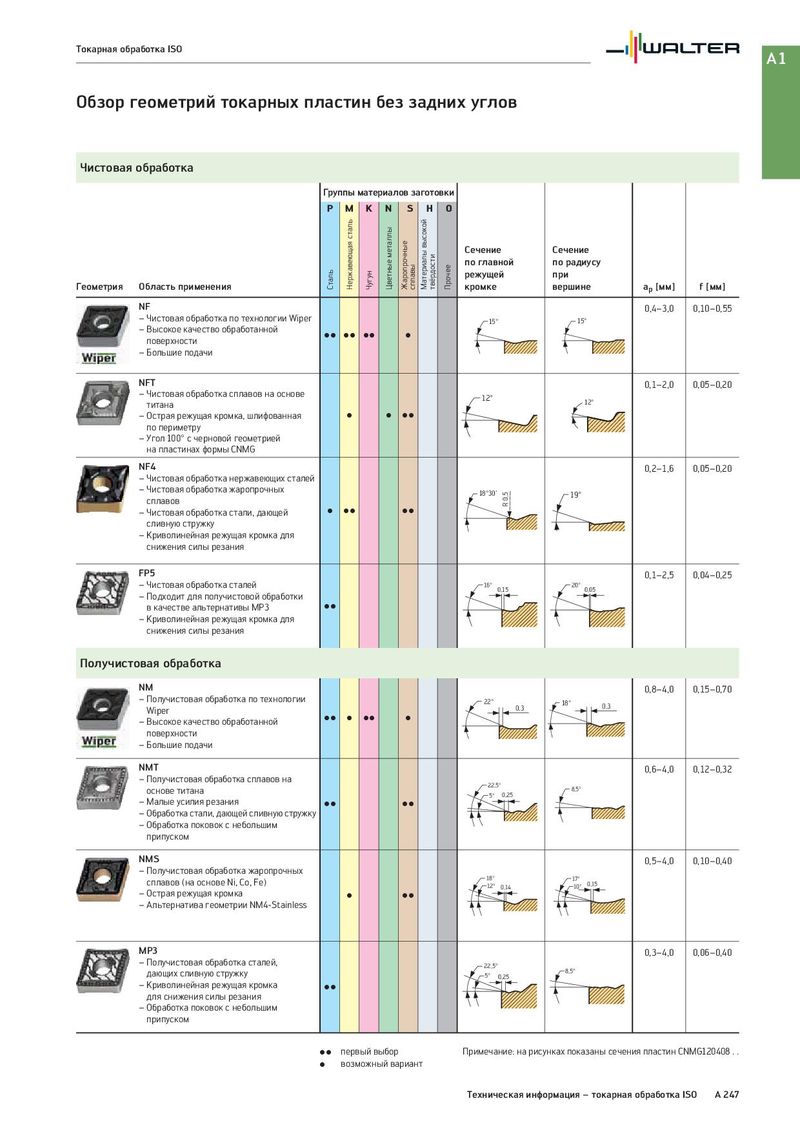
Токарная обработка ISO A1 Обзор геометрий токарных пластин без задних углов Чистовая обработка Группы материалов заготовки P M K N S H O Нержавеющая сталь Цветные металлы Жаропрочные Материалы высокой твёрдости Сечение Сечение сплавы Прочее по главной по радиусу Сталь Чугун режущей при Геометрия Область применения кромке вершине ap [мм] f [мм] NF 0,4–3,0 0,10–0,55 – Чистовая обработка по технологии Wiper 15° 15° – Высокое качество обработанной CC CC CC C поверхности – Большие подачи NFT 0,1–2,0 0,05–0,20 – Чистовая обработка сплавов на основе 12° титана 12° – Острая режущая кромка, шлифованная C C CC по периметру – Угол 100° с черновой геометрией на пластинах формы CNMG NF4 0,2–1,6 0,05–0,20 – Чистовая обработка нержавеющих сталей – Чистовая обработка жаропрочных 18°30' R 0,5 19° сплавов – Чистовая обработка стали, дающей C CC CC сливную стружку – Криволинейная режущая кромка для снижения силы резания FP5 0,1–2,5 0,04–0,25 – Чистовая обработка сталей 16° 0,15 20° 0,05 – Подходит для получистовой обработки в качестве альтернативы MP3 CC – Криволинейная режущая кромка для снижения силы резания Получистовая обработка NM 0,8–4,0 0,15–0,70 – Получистовая обработка по технологии 22° 18° 0,3 Wiper 0,3 – Высокое качество обработанной CC C CC C поверхности – Большие подачи NMT 0,6–4,0 0,12–0,32 – Получистовая обработка сплавов на 22,5° основе титана 0,25 8,5° – Малые усилия резания 5° CC CC – Обработка стали, дающей сливную стружку – Обработка поковок с небольшим припуском NMS 0,5–4,0 0,10–0,40 – Получистовая обработка жаропрочных сплавов (на основе Ni, Co, Fe) 18° 17° 0,15 12° 0,14 10° – Острая режущая кромка C CC – Альтернатива геометрии NM4-Stainless MP3 0,3–4,0 0,06–0,40 – Получистовая обработка сталей, 22,5° дающих сливную стружку 5° 0,25 8,5° – Криволинейная режущая кромка CC для снижения силы резания – Обработка поковок с небольшим припуском CC первый выбор Примечание: на рисунках показаны сечения пластин CNMG120408 . . C возможный вариант Техническая информация – токарная обработка ISO A 247