Общий каталог Walter 2017 - страница 256
Навигация
 Каталог Walter обработка алюминия 2020
Каталог Walter обработка алюминия 2020 Каталог Walter новинки 2021.1
Каталог Walter новинки 2021.1 Каталог Walter новая продукция 2018
Каталог Walter новая продукция 2018 Каталог Walter новинки 2021.2
Каталог Walter новинки 2021.2 Брошюра Walter новинки 2022
Брошюра Walter новинки 2022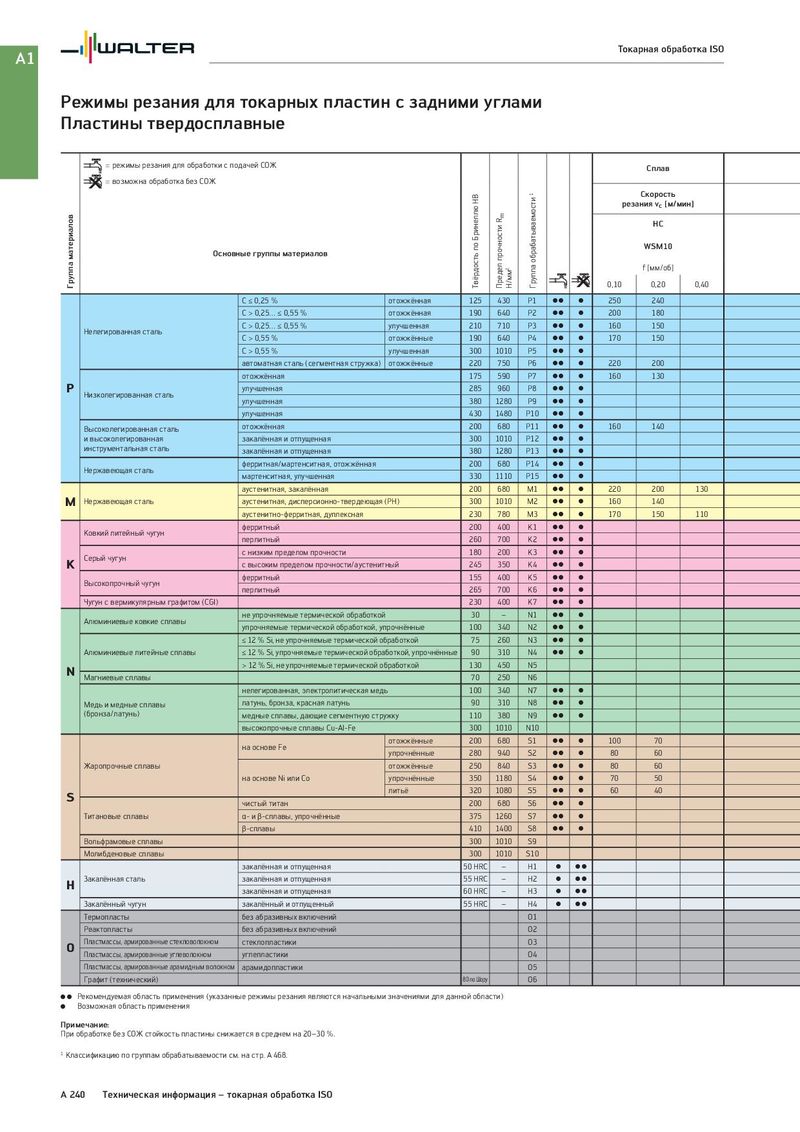
A1 Токарная обработка ISO Режимы резания для токарных пластин с задними углами Пластины твердосплавные = режимы резания для обработки с подачей СОЖ Сплав = возможна обработка без СОЖ Твёрдость по Бринеллю HB Группа обрабатываемости 1 Скорость резания vc [м/мин] Группа материалов Предел прочности Rm HC WSM10 Основные группы материалов Н/мм2 f [мм/об] 0,10 0,20 0,40 C ≤ 0,25 % отожжённая 125 430 P1 CC C 250 240 C > 0,25… ≤ 0,55 % отожжённая 190 640 P2 CC C 200 180 Нелегированная сталь C > 0,25… ≤ 0,55 % улучшенная 210 710 P3 CC C 160 150 C > 0,55 % отожжённые 190 640 P4 CC C 170 150 C > 0,55 % улучшенная 300 1010 P5 CC C автоматная сталь (сегментная стружка) отожжённые 220 750 P6 CC C 220 200 отожжённая 175 590 P7 CC C 160 130 P Низколегированная сталь улучшенная 285 960 P8 CC C улучшенная 380 1280 P9 CC C улучшенная 430 1480 P10 CC C Высоколегированная сталь отожжённая 200 680 P11 CC C 160 140 и высоколегированная закалённая и отпущенная 300 1010 P12 CC C инструментальная сталь закалённая и отпущенная 380 1280 P13 CC C Нержавеющая сталь ферритная/мартенситная, отожжённая 200 680 P14 CC C мартенситная, улучшенная 330 1110 P15 CC C аустенитная, закалённая 200 680 M1 CC C 220 200 130 M Нержавеющая сталь аустенитная, дисперсионно-твердеющая (PH) 300 1010 M2 CC C 160 140 аустенитно-ферритная, дуплексная 230 780 M3 CC C 170 150 110 Ковкий литейный чугун ферритный 200 400 K1 CC C перлитный 260 700 K2 CC C Серый чугун с низким пределом прочности 180 200 K3 CC C K с высоким пределом прочности/аустенитный 245 350 K4 CC C Высокопрочный чугун ферритный 155 400 K5 CC C перлитный 265 700 K6 CC C Чугун с вермикулярным графитом (CGI) 230 400 K7 CC C Алюминиевые ковкие сплавы не упрочняемые термической обработкой 30 – N1 CC C упрочняемые термической обработкой, упрочнённые 100 340 N2 CC C ≤ 12 % Si, не упрочняемые термической обработкой 75 260 N3 CC C Алюминиевые литейные сплавы ≤ 12 % Si, упрочняемые термической обработкой, упрочнённые 90 310 N4 CC C N > 12 % Si, не упрочняемые термической обработкой 130 450 N5 Магниевые сплавы 70 250 N6 нелегированная, электролитическая медь 100 340 N7 CC C Медь и медные сплавы латунь, бронза, красная латунь 90 310 N8 CC C (бронза/латунь) медные сплавы, дающие сегментную стружку 110 380 N9 CC C высокопрочные сплавы Cu-Al-Fe 300 1010 N10 на основе Fe отожжённые 200 680 S1 CC C 100 70 упрочнённые 280 940 S2 CC C 80 60 Жаропрочные сплавы отожжённые 250 840 S3 CC C 80 60 на основе Ni или Co упрочнённые 350 1180 S4 CC C 70 50 S литьё 320 1080 S5 CC C 60 40 чистый титан 200 680 S6 CC C Титановые сплавы α- и β-сплавы, упрочнённые 375 1260 S7 CC C β-сплавы 410 1400 S8 CC C Вольфрамовые сплавы 300 1010 S9 Молибденовые сплавы 300 1010 S10 закалённая и отпущенная 50 HRC – H1 C CC H Закалённая сталь закалённая и отпущенная 55 HRC – H2 C CC закалённая и отпущенная 60 HRC – H3 C CC Закалённый чугун закалённый и отпущенный 55 HRC – H4 C CC Термопласты без абразивных включений O1 Реактопласты без абразивных включений O2 O Пластмассы, армированные стекловолокном стеклопластики O3 Пластмассы, армированные углеволокном углепластики O4 Пластмассы, армированные арамидным волокном арамидопластики O5 Графит (технический) 80 по Шору O6 CC Рекомендуемая область применения (указанные режимы резания являются начальными значениями для данной области) C Возможная область применения Примечание: При обработке без СОЖ стойкость пластины снижается в среднем на 20–30 %. 1 Классификацию по группам обрабатываемости см. на стр. A 468. A 240 Техническая информация – токарная обработка ISO