Общий каталог Walter 2017 - страница 2298
Навигация
 Каталог Walter обработка алюминия 2020
Каталог Walter обработка алюминия 2020 Каталог Walter новинки 2021.1
Каталог Walter новинки 2021.1 Каталог Walter новая продукция 2018
Каталог Walter новая продукция 2018 Каталог Walter новинки 2021.2
Каталог Walter новинки 2021.2 Брошюра Walter новинки 2022
Брошюра Walter новинки 2022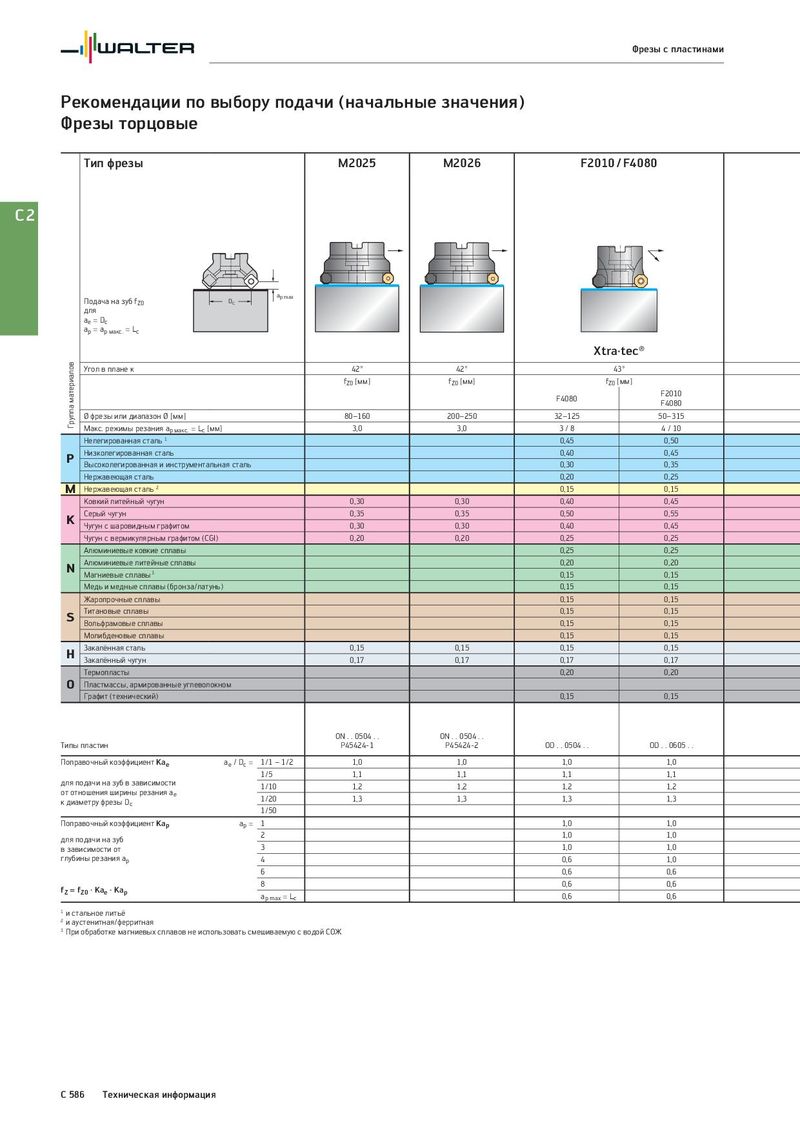
Фрезы с пластинами Рекомендации по выбору подачи (начальные значения) Фрезы торцовые Тип фрезы M2025 M2026 F2010 / F4080 C2 Подача на зуб fZ0 Dc ap max для ae = Dc ap = ap макс. = Lc Xtra·tec® Группа материалов Угол в плане κ 42° 42° 43° fZ0 [мм] fZ0 [мм] fZ0 [мм] F4080 F2010 F4080 Ø фрезы или диапазон Ø [мм] 80–160 200–250 32–125 50–315 Макс. режимы резания ap макс. = Lc [мм] 3,0 3,0 3/8 4 / 10 Нелегированная сталь 1 0,45 0,50 P Низколегированная сталь 0,40 0,45 Высоколегированная и инструментальная сталь 0,30 0,35 Нержавеющая сталь 0,20 0,25 M Нержавеющая сталь 2 0,15 0,15 Ковкий литейный чугун 0,30 0,30 0,40 0,45 K Серый чугун 0,35 0,35 0,50 0,55 Чугун с шаровидным графитом 0,30 0,30 0,40 0,45 Чугун с вермикулярным графитом (CGI) 0,20 0,20 0,25 0,25 Алюминиевые ковкие сплавы 0,25 0,25 N Алюминиевые литейные сплавы 0,20 0,20 Магниевые сплавы 3 0,15 0,15 Медь и медные сплавы (бронза/латунь) 0,15 0,15 Жаропрочные сплавы 0,15 0,15 S Титановые сплавы 0,15 0,15 Вольфрамовые сплавы 0,15 0,15 Молибденовые сплавы 0,15 0,15 H Закалённая сталь 0,15 0,15 0,15 0,15 Закалённый чугун 0,17 0,17 0,17 0,17 Термопласты 0,20 0,20 O Пластмассы, армированные углеволокном Графит (технический) 0,15 0,15 ON . . 0504 . . ON . . 0504 . . Типы пластин P45424-1 P45424-2 OD . . 0504 . . OD . . 0605 . . Поправочный коэффициент Kae ae / Dc = 1/1 – 1/2 1,0 1,0 1,0 1,0 1/5 1,1 1,1 1,1 1,1 для подачи на зуб в зависимости 1/10 1,2 1,2 1,2 1,2 от отношения ширины резания ae 1/20 1,3 1,3 1,3 1,3 к диаметру фрезы Dc 1/50 Поправочный коэффициент Kap ap = 1 1,0 1,0 для подачи на зуб 2 1,0 1,0 в зависимости от 3 1,0 1,0 глубины резания ap 4 0,6 1,0 6 0,6 0,6 fZ = fZ0 · Kae · Kap 8 0,6 0,6 ap max = Lc 0,6 0,6 1 и стальное литьё 2 и аустенитная/ферритная 3 При обработке магниевых сплавов не использовать смешиваемую с водой СОЖ C 586 Техническая информация