Общий каталог Walter 2017 - страница 1995
Навигация
 Каталог Walter обработка алюминия 2020
Каталог Walter обработка алюминия 2020 Каталог Walter новинки 2021.1
Каталог Walter новинки 2021.1 Каталог Walter новая продукция 2018
Каталог Walter новая продукция 2018 Каталог Walter новинки 2021.2
Каталог Walter новинки 2021.2 Брошюра Walter новинки 2022
Брошюра Walter новинки 2022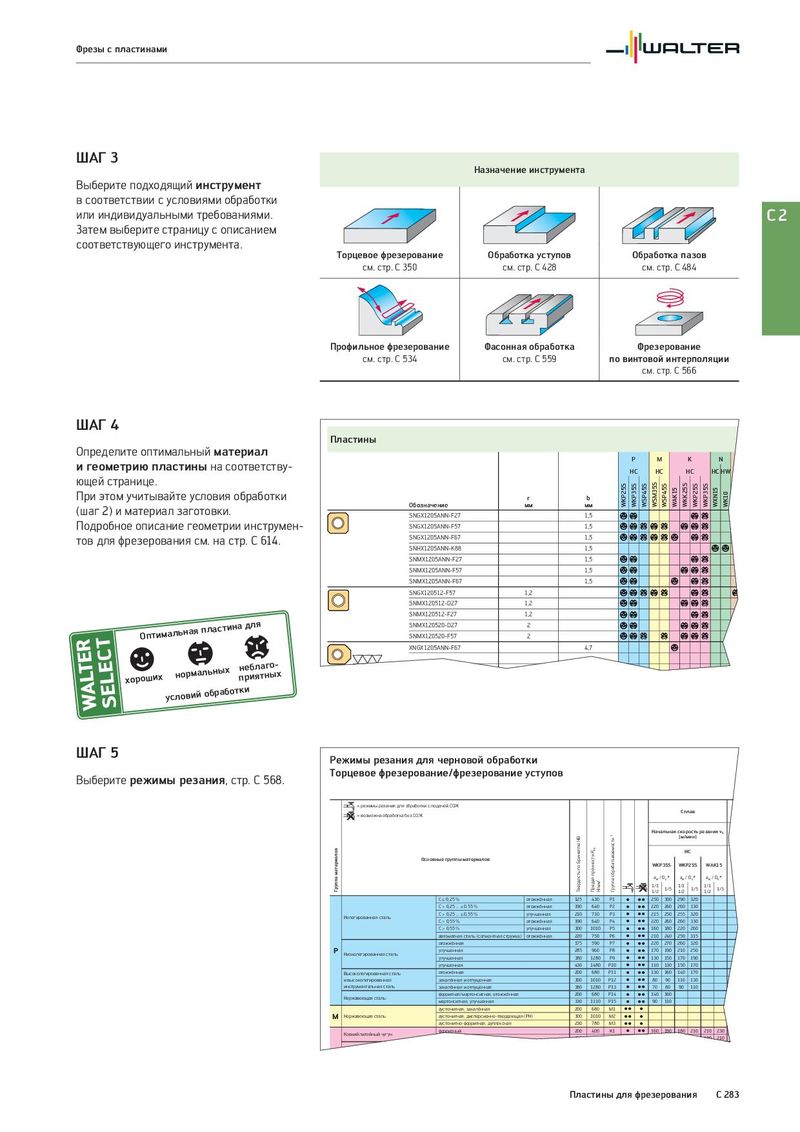
Фрезы с пластинами ШАГ 3 Назначение инструмента Выберите подходящий инструмент в соответствии с условиями обработки или индивидуальными требованиями. C2 Затем выберите страницу с описанием соответствующего инструмента. Торцевое фрезерование Обработка уступов Обработка пазов см. стр. C 350 см. стр. C 428 см. стр. C 484 Профильное фрезерование Фасонная обработка Фрезерование см. стр. C 534 см. стр. C 559 по винтовой интерполяции см. стр. C 566 ШАГ 4 Пластины Определите оптимальный материал P M K N и геометрию пластины на соответству- HC HC HC HC HW H ющей странице. WKP25S WKP35S WSP45S WSM35S WSP45S WAK15 WKK25S WKP25S WKP35S WXN15 WSM35S При этом учитывайте условия обработки r b WK10 (шаг 2) и материал заготовки. Обозначение мм мм SNGX1205ANN-F27 1,5 a b b c Подробное описание геометрии инструмен- SNGX1205ANN-F57 1,5 a b c bc bb c b тов для фрезерования см. на стр. C 614. SNGX1205ANN-F67 1,5 a b c bc a b c b SNHX1205ANN-K88 1,5 aa SNMX1205ANN-F27 1,5 a b b c SNMX1205ANN-F57 1,5 a b bb c SNMX1205ANN-F67 1,5 a b a b c SNGX120512-F57 1,2 a b c bc b c b SNMX120512-D27 1,2 a b bb c SNMX120512-F27 1,2 a b b c Оптимальная пластина для SNMX120520-D27 2 a b bb c SNMX120520-F57 2 a b c c bb c XNGX1205ANN-F67 4,7 a хороших нормальных пнреиблятангыо-х условий обработки ШАГ 5 Режимы резания для черновой обработки Выберите режимы резания, стр. C 568. Торцевое фрезерование/фрезерование уступов = режимы резания для обработки с подачей СОЖ Сплав = возможна обработка без СОЖ Начальная скорость резания vc Твёрдость по Бринеллю HB Группа обрабатываемости 1 [м/мин] Группа материалов Предел прочности Rm HC Основные группы материалов WKP35S WKP25S WAK15 Н/мм2 ae / Dc* ae / Dc* ae / Dc* 1/1 1/5 1/1 1/5 1/1 1/5 1/2 1/2 1/2 C ≤ 0,25 % отожжённая 125 430 P1 C CC 250 300 290 320 C > 0,25 ... ≤ 0,55 % отожжённая 190 640 P2 C CC 220 260 260 330 Нелегированная сталь C > 0,25 ... ≤ 0,55 % улучшенная 210 710 P3 C CC 215 250 255 320 C > 0,55 % отожжённая 190 640 P4 C CC 220 260 260 330 C > 0,55 % улучшенная 300 1010 P5 C CC 160 180 220 260 автоматная сталь (сегментная стружка) отожжённая 220 750 P6 C CC 210 240 250 315 отожжённая 175 590 P7 C CC 220 270 260 320 P Низколегированная сталь улучшенная 285 960 P8 C CC 170 190 210 250 улучшенная 380 1280 P9 C CC 130 150 170 190 улучшенная 430 1480 P10 C CC 110 130 150 170 Высоколегированная сталь отожжённая 200 680 P11 C CC 130 160 140 170 и высоколегированная закалённая и отпущенная 300 1010 P12 C CC 80 90 110 130 инструментальная сталь закалённая и отпущенная 380 1280 P13 C CC 70 80 90 110 Нержавеющая сталь ферритная/мартенситная, отожжённая 200 680 P14 C CC 140 160 мартенситная, улучшенная 330 1110 P15 C CC 90 110 аустенитная, закалённая 200 680 M1 CC C M Нержавеющая сталь аустенитная, дисперсионно-твердеющая (PH) 300 1010 M2 CC C аустенитно-ферритная, дуплексная 230 780 M3 CC C Ковкий литейный чугун ферритный 200 400 K1 C CC 160 190 180 210 210 230 перлитный 260 700 K2 C CC 140 170 160 190 190 210 Серый чугун низкой прочности 180 200 K3 C CC 300 330 320 350 380 410 K Пластины для фрезерования C 283