Общий каталог Walter 2017 - страница 1727
Навигация
 Каталог Walter обработка алюминия 2020
Каталог Walter обработка алюминия 2020 Каталог Walter новинки 2021.1
Каталог Walter новинки 2021.1 Каталог Walter новая продукция 2018
Каталог Walter новая продукция 2018 Каталог Walter новинки 2021.2
Каталог Walter новинки 2021.2 Брошюра Walter новинки 2022
Брошюра Walter новинки 2022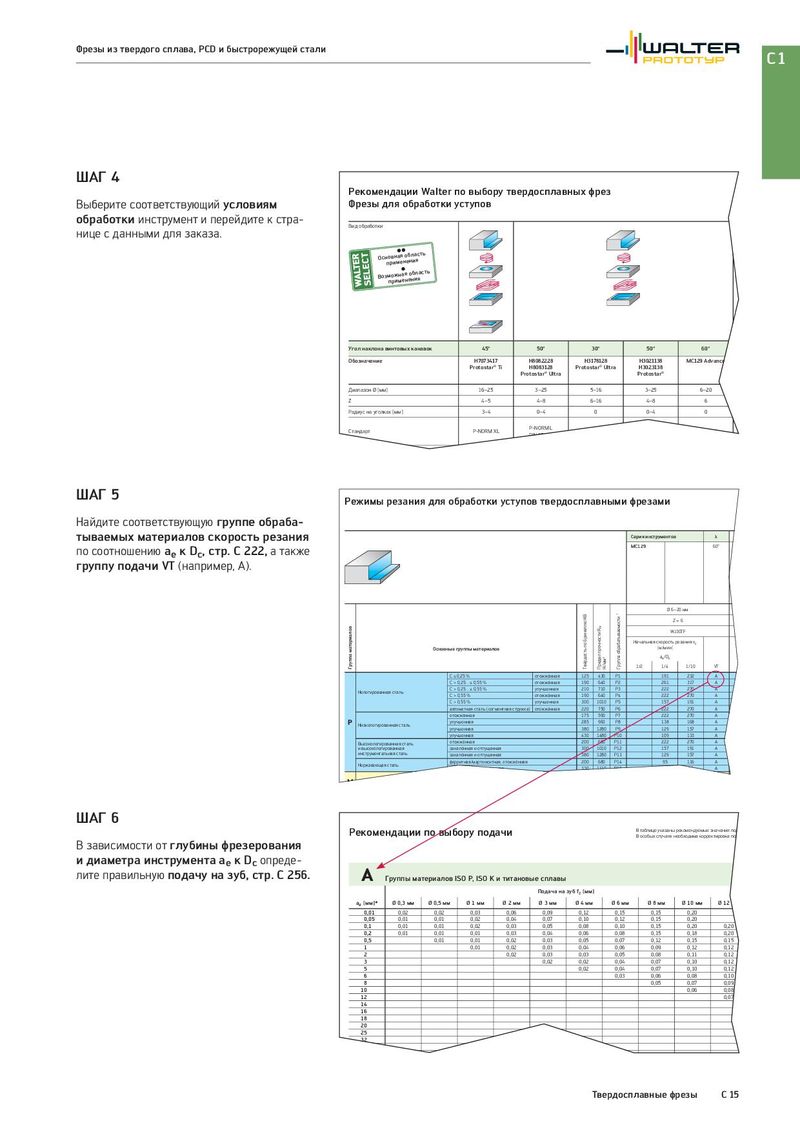
Фрезы из твердого сплава, PCD и быстрорежущей стали C1 ШАГ 4 Рекомендации Walter по выбору твердосплавных фрез Выберите соответствующий условиям Фрезы для обработки уступов обработки инструмент и перейдите к стра- Вид обработки нице с данными для заказа. Оснпорвинмаеяноебнлиаясть Возмпоржимнаеянеонбиляасть Угол наклона винтовых канавок 45° 50° 30° 50° 60° Обозначение H7073417 H8082228 H3178128 H3021138 MC129 Advance Protostar® Ti H8083128 Protostar® Ultra H3023138 Protostar® Ultra Protostar® Диапазон Ø [мм] 16–25 3–25 5–16 3–25 6–20 Z 4–5 4–8 6–16 4–8 6 Радиус на уголках [мм] 3–4 0–4 0 0–4 0 Стандарт P-NORM XL P-NORM L DIN 6527 L DIN 6527 L DIN 6527 L DIN 6527 L Хвостовик DIN 6535 HA DIN 6535 HA DIN 6535 HB DIN 6535 HA DIN 6535 HA ШАГ 5 Режимы резания для обработки уступов твердосплавными фрезами Найдите соответствующую группе обраба- тываемых материалов скорость резания Серия инструментов λ по соотношению ae к Dc, стр. C 222, а также MC129 60° группу подачи VT (например, A). Ø 6–20 мм Твёрдость по Бринеллю HB Группа обрабатываемости 1 Z=6 Группа материалов Предел прочности Rm WJ30TF Начальная скорость резания vc Основные группы материалов [м/мин] Н/мм2 ae/Dc 1/2 1/4 1/10 VT C ≤ 0,25 % отожжённая 125 430 P1 191 232 A C > 0,25... ≤ 0,55 % отожжённая 190 640 P2 261 317 A Нелегированная сталь C > 0,25... ≤ 0,55 % улучшенная 210 710 P3 222 270 A C > 0,55 % отожжённая 190 640 P4 222 270 A C > 0,55 % улучшенная 300 1010 P5 157 191 A автоматная сталь (сегментная стружка) отожжённая 220 750 P6 222 270 A отожжённая 175 590 P7 222 270 A P Низколегированная сталь улучшенная 285 960 P8 138 168 A улучшенная 380 1280 P9 129 157 A улучшенная 430 1480 P10 109 133 A Высоколегированная сталь отожжённая 200 680 P11 222 270 A и высоколегированная закалённая и отпущенная 300 1010 P12 157 191 A инструментальная сталь закалённая и отпущенная 380 1280 P13 129 157 A Нержавеющая сталь ферритная/мартенситная, отожжённая 200 680 P14 95 116 A мартенситная, улучшенная 330 1110 P15 63 76 A аустенитная, закалённая 200 680 M1 113 137 B M Нержавеющая сталь аустенитная дисперсионно-твердеющая (PH) 300 1010 M2 56 68 B ШАГ 6 Рекомендации по выбору подачи В таблице указаны рекомендуемые значения пода В особых случаях необходима корректировка пода В зависимости от глубины фрезерования и диаметра инструмента ae к Dc опреде- лите правильную подачу на зуб, стр. C 256. A Группы материалов ISO P, ISO K и титановые сплавы Подача на зуб fz [мм] ae [мм]* Ø 0,3 мм Ø 0,5 мм Ø 1 мм Ø 2 мм Ø 3 мм Ø 4 мм Ø 6 мм Ø 8 мм Ø 10 мм Ø 12 мм 0,01 0,02 0,02 0,03 0,06 0,09 0,12 0,15 0,15 0,20 0,05 0,01 0,01 0,02 0,04 0,07 0,10 0,12 0,15 0,20 0,1 0,01 0,01 0,02 0,03 0,05 0,08 0,10 0,15 0,20 0,20 0,2 0,01 0,01 0,01 0,03 0,04 0,06 0,08 0,15 0,18 0,20 0,5 0,01 0,01 0,02 0,03 0,05 0,07 0,12 0,15 0,15 1 0,01 0,02 0,03 0,04 0,06 0,09 0,12 0,12 2 0,02 0,03 0,03 0,05 0,08 0,11 0,12 3 0,02 0,02 0,04 0,07 0,10 0,12 5 0,02 0,04 0,07 0,10 0,12 6 0,03 0,06 0,08 0,10 8 0,05 0,07 0,09 10 0,06 0,08 12 0,07 14 16 18 20 25 32 40 50 Твердосплавные фрезы C 15