Общий каталог Walter 2017 - страница 1658
Навигация
 Каталог Walter обработка алюминия 2020
Каталог Walter обработка алюминия 2020 Каталог Walter новинки 2021.1
Каталог Walter новинки 2021.1 Каталог Walter новая продукция 2018
Каталог Walter новая продукция 2018 Каталог Walter новинки 2021.2
Каталог Walter новинки 2021.2 Брошюра Walter новинки 2022
Брошюра Walter новинки 2022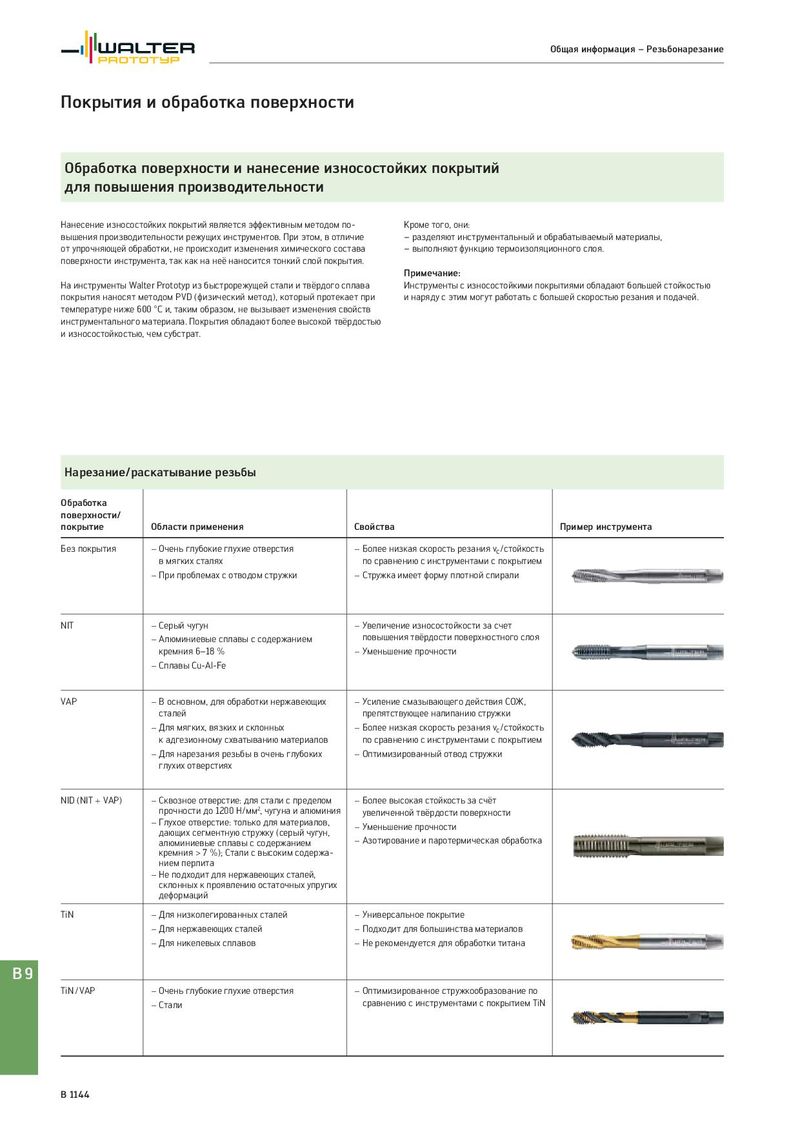
Общая информация – Резьбонарезание Покрытия и обработка поверхности Обработка поверхности и нанесение износостойких покрытий для повышения производительности Нанесение износостойких покрытий является эффективным методом по- Кроме того, они: вышения производительности режущих инструментов. При этом, в отличие – разделяют инструментальный и обрабатываемый материалы, от упрочняющей обработки, не происходит изменения химического состава – выполняют функцию термоизоляционного слоя. поверхности инструмента, так как на неё наносится тонкий слой покрытия. Примечание: На инструменты Walter Prototyp из быстрорежущей стали и твёрдого сплава Инструменты с износостойкими покрытиями обладают большей стойкостью покрытия наносят методом PVD (физический метод), который протекает при и наряду с этим могут работать с большей скоростью резания и подачей. температуре ниже 600 °C и, таким образом, не вызывает изменения свойств инструментального материала. Покрытия обладают более высокой твёрдостью и износостойкостью, чем субстрат. Нарезание/раскатывание резьбы Обработка поверхности/ покрытие Области применения Свойства Пример инструмента Без покрытия − Очень глубокие глухие отверстия − Более низкая скорость резания vc/стойкость в мягких сталях по сравнению с инструментами с покрытием − При проблемах с отводом стружки − Стружка имеет форму плотной спирали NIT − Серый чугун − Увеличение износостойкости за счет − Алюминиевые сплавы с содержанием повышения твёрдости поверхностного слоя кремния 6–18 % − Уменьшение прочности − Сплавы Cu-Al-Fe VAP − В основном, для обработки нержавеющих − Усиление смазывающего действия СОЖ, сталей препятствующее налипанию стружки − Для мягких, вязких и склонных − Более низкая скорость резания vc/стойкость к адгезионному схватыванию материалов по сравнению с инструментами с покрытием − Для нарезания резьбы в очень глубоких − Оптимизированный отвод стружки глухих отверстиях NID (NIT + VAP) − Сквозное отверстие: для стали с пределом − Более высокая стойкость за счёт прочности до 1200 Н/мм2, чугуна и алюминия увеличенной твёрдости поверхности − Глухое отверстие: только для материалов, − Уменьшение прочности дающих сегментную стружку (серый чугун, − Азотирование и паротермическая обработка алюминиевые сплавы с содержанием кремния > 7 %); Стали с высоким содержа- нием перлита − Не подходит для нержавеющих сталей, склонных к проявлению остаточных упругих деформаций TiN − Для низколегированных сталей − Универсальное покрытие − Для нержавеющих сталей − Подходит для большинства материалов − Для никелевых сплавов − Не рекомендуется для обработки титана B9 TiN / VAP − Очень глубокие глухие отверстия − Оптимизированное стружкообразование по − Стали сравнению с инструментами с покрытием TiN B 1144