Общий каталог Walter 2017 - страница 1499
Навигация
 Каталог Walter обработка алюминия 2020
Каталог Walter обработка алюминия 2020 Каталог Walter новинки 2021.1
Каталог Walter новинки 2021.1 Каталог Walter новая продукция 2018
Каталог Walter новая продукция 2018 Каталог Walter новинки 2021.2
Каталог Walter новинки 2021.2 Брошюра Walter новинки 2022
Брошюра Walter новинки 2022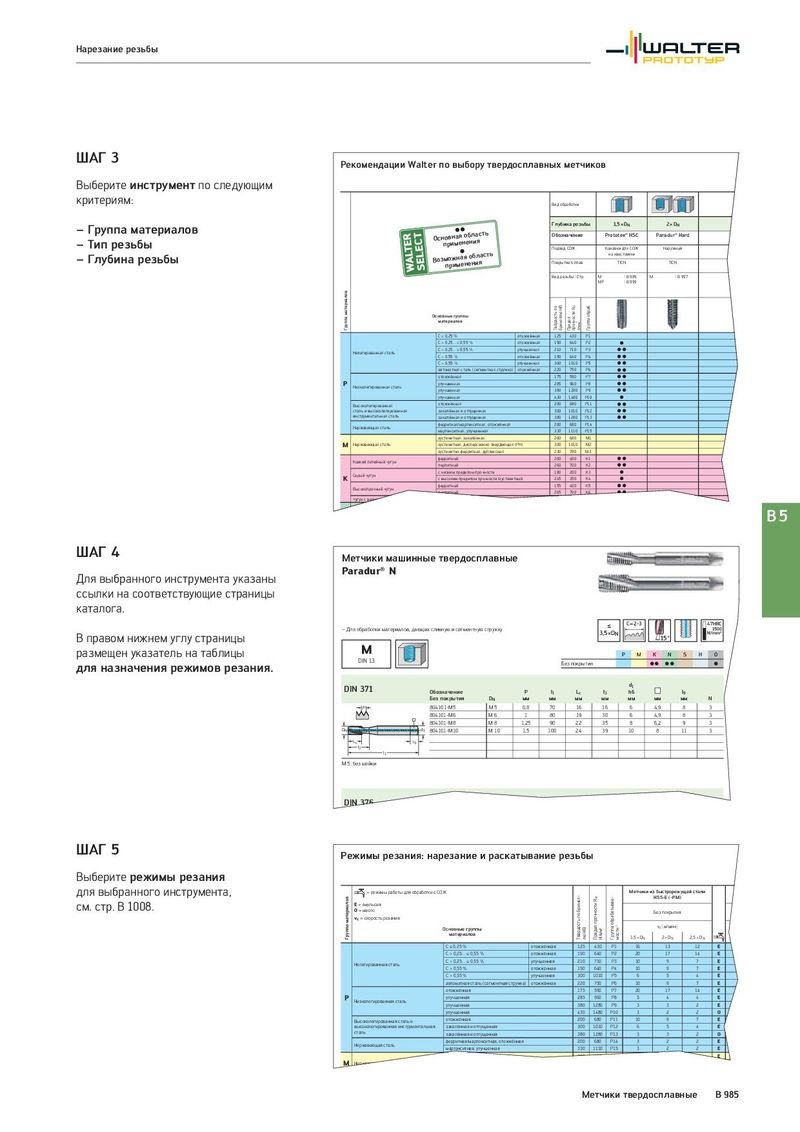
Нарезание резьбы ШАГ 3 Рекомендации Walter по выбору твердосплавных метчиков Выберите инструмент по следующим критериям: Вид обработки – Группа материалов Глубина резьбы 1,5 × DN 2 × DN Оснпорвинмаеяноебнлиаясть Обозначение Prototex® HSC Paradur® Hard – Тип резьбы Подвод СОЖ Канавки для СОЖ Наружный – Глубина резьбы Возмпоржимнаеянеонбиляасть на хвостовике Покрытие/сплав TICN TICN Вид резьбы | Стр. M | B 989 M | B 997 MF | B 999 Группа материалов Основные группы Твёрдость по Бринеллю HB Предел прочности Rm Группа обраб. материалов Н/мм2 C ≤ 0,25 % отожжённая 125 430 P1 C > 0,25... ≤ 0,55 % отожжённая 190 640 P2 C Нелегированная сталь C > 0,25... ≤ 0,55 % улучшенная 210 710 P3 CC C > 0,55 % отожжённая 190 640 P4 CC C > 0,55 % улучшенная 300 1010 P5 CC автоматная сталь (сегментная стружка) отожжённая 220 750 P6 CC отожжённая 175 590 P7 CC P Низколегированная сталь улучшенная 285 960 P8 CC улучшенная 380 1280 P9 CC улучшенная 430 1480 P10 C Высоколегированная отожжённая 200 680 P11 CC сталь и высоколегированная закалённая и отпущенная 300 1010 P12 CC инструментальная сталь закалённая и отпущенная 380 1280 P13 CC Нержавеющая сталь ферритная/мартенситная, отожжённая 200 680 P14 мартенситная, улучшенная 330 1110 P15 аустенитная, закалённая 200 680 M1 M Нержавеющая сталь аустенитная, дисперсионно твердеющая (PH) 300 1010 M2 аустенитно-ферритная, дуплексная 230 780 M3 Ковкий литейный чугун ферритный 200 400 K1 CC перлитный 260 700 K2 CC Серый чугун с низким пределом прочности 180 200 K3 C K с высоким пределом прочности/аустенитный 245 350 K4 C Высокопрочный чугун ферритный 155 400 K5 CC перлитный 265 700 K6 CC Чугун с вермикулярным графитом (ЧВГ) 230 400 K7 C Алюминиевые ковкие сплавы не упрочняемые термической обработкой 30 - N1 й б б й ё 100 340 N2 B5 ШАГ 4 Метчики машинные твердосплавные Для выбранного инструмента указаны Paradur® N ссылки на соответствующие страницы каталога. ≤ C=2-3 47HRC – Для обработки материалов, дающих сливную и сегментную стружку 3,5×DN 1500 В правом нижнем углу страницы N/mm² 15° размещен указатель на таблицы M P M K N S H O для назначения режимов резания. DIN 13 Без покрытия CC CC C DIN 371 d1 Обозначение P l1 Lc l3 h6 l9 Без покрытия DN мм мм мм мм мм мм мм N P 804101-M5 M5 0,8 70 16 16 6 4,9 8 3 804101-M6 M6 1 80 19 30 6 4,9 8 3 804101-M8 M8 1,25 90 22 35 8 6,2 9 3 DN d1 804101-M10 M 10 1,5 100 24 39 10 8 11 3 Lc l9 l3 l1 M 5: без шейки DIN 376 d1 Обозначение P l1 Lc l3 h6 l9 ШАГ 5 Режимы резания: нарезание и раскатывание резьбы Выберите режимы резания для выбранного инструмента, = режимы работы для обработки с СОЖ Метчики из быстрорежущей стали Группа материалов Твёрдость по Бринел- Предел прочности Rm Группа обрабатывае- HSS-E (-PM) см. стр. B 1008. E = эмульсия O = масло Без покрытия vc = скорость резания Основные группы лю HB Н/мм2 мости 1 vc [м/мин] материалов 1,5 × DN 2 × DN 2,5 × DN C ≤ 0,25 % отожжённая 125 430 P1 16 13 12 E C > 0,25… ≤ 0,55 % отожжённая 190 640 P2 20 17 14 E Нелегированная сталь C > 0,25… ≤ 0,55 % улучшенная 210 710 P3 10 9 7 E C > 0,55 % отожжённая 190 640 P4 10 9 7 E C > 0,55 % улучшенная 300 1010 P5 6 5 4 E автоматная сталь (сегментная стружка) отожжённая 220 750 P6 10 9 7 E отожжённая 175 590 P7 20 17 14 E P Низколегированная сталь улучшенная 285 960 P8 5 4 4 E улучшенная 380 1280 P9 3 3 2 E улучшенная 430 1480 P10 3 2 2 O Высоколегированная сталь и отожжённая 200 680 P11 10 9 7 E высоколегированная инструментальная закалённая и отпущенная 300 1010 P12 6 5 4 E сталь закалённая и отпущенная 380 1280 P13 3 3 2 O Нержавеющая сталь ферритная/мартенситная, отожжённая 200 680 P14 3 2 2 E мартенситная, улучшенная 330 1110 P15 3 2 2 E аустенитная, закалённая 200 680 M1 4 3 3 E M Нержавеющая сталь аустенитная, дисперсионно твердеющая (PH) 300 1010 M2 2 2 1 E Метчики твердосплавные B 985