Общий каталог Walter 2017 - страница 107
Навигация
 Каталог Walter обработка алюминия 2020
Каталог Walter обработка алюминия 2020 Каталог Walter новинки 2021.1
Каталог Walter новинки 2021.1 Каталог Walter новая продукция 2018
Каталог Walter новая продукция 2018 Каталог Walter новинки 2021.2
Каталог Walter новинки 2021.2 Брошюра Walter новинки 2022
Брошюра Walter новинки 2022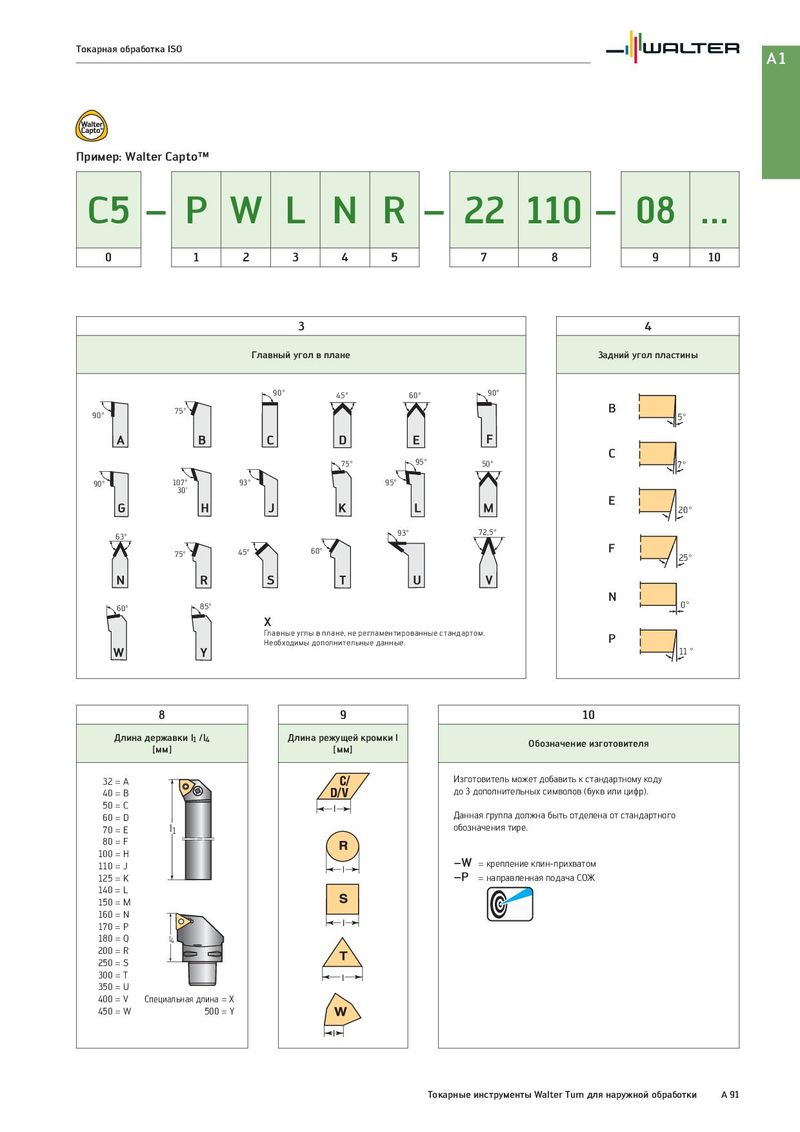
Токарная обработка ISO A1 Пример: Walter Capto™ C5 – P W L N R – 22 110 – 08 ... 0 1 2 3 4 5 7 8 9 10 3 4 Главный угол в плане Задний угол пластины 90° 45° 60° 90° 90° 75° B 5° 95° C 75° 50° 7° 90° 107° 93° 95° 30‘ E 20 ° 63° 93° 72,5° 75° 45° 60° F 25° N 0° 60° 85° X Главные углы в плане, не регламентированные стандартом. P Необходимы дополнительные данные. 11 ° 8 9 10 Длина державки l1 /l4 Длина режущей кромки l Обозначение изготовителя [мм] [мм] 32 = A Изготовитель может добавить к стандартному коду 40 = B до 3 дополнительных символов (букв или цифр). 50 = C l 60 = D Данная группа должна быть отделена от стандартного 70 = E l1 обозначения тире. 80 = F 100 = H –W 110 = J l = крепление клин-прихватом 125 = K –P = направленная подача СОЖ 140 = L 150 = M 160 = N 170 = P l 180 = Q l4 200 = R 250 = S 300 = T l 350 = U 400 = V Специальная длина = X 450 = W 500 = Y l Токарные инструменты Walter Turn для наружной обработки A 91