Общий каталог Walter 2017 - страница 1019
Навигация
 Каталог Walter обработка алюминия 2020
Каталог Walter обработка алюминия 2020 Каталог Walter новинки 2021.1
Каталог Walter новинки 2021.1 Каталог Walter новая продукция 2018
Каталог Walter новая продукция 2018 Каталог Walter новинки 2021.2
Каталог Walter новинки 2021.2 Брошюра Walter новинки 2022
Брошюра Walter новинки 2022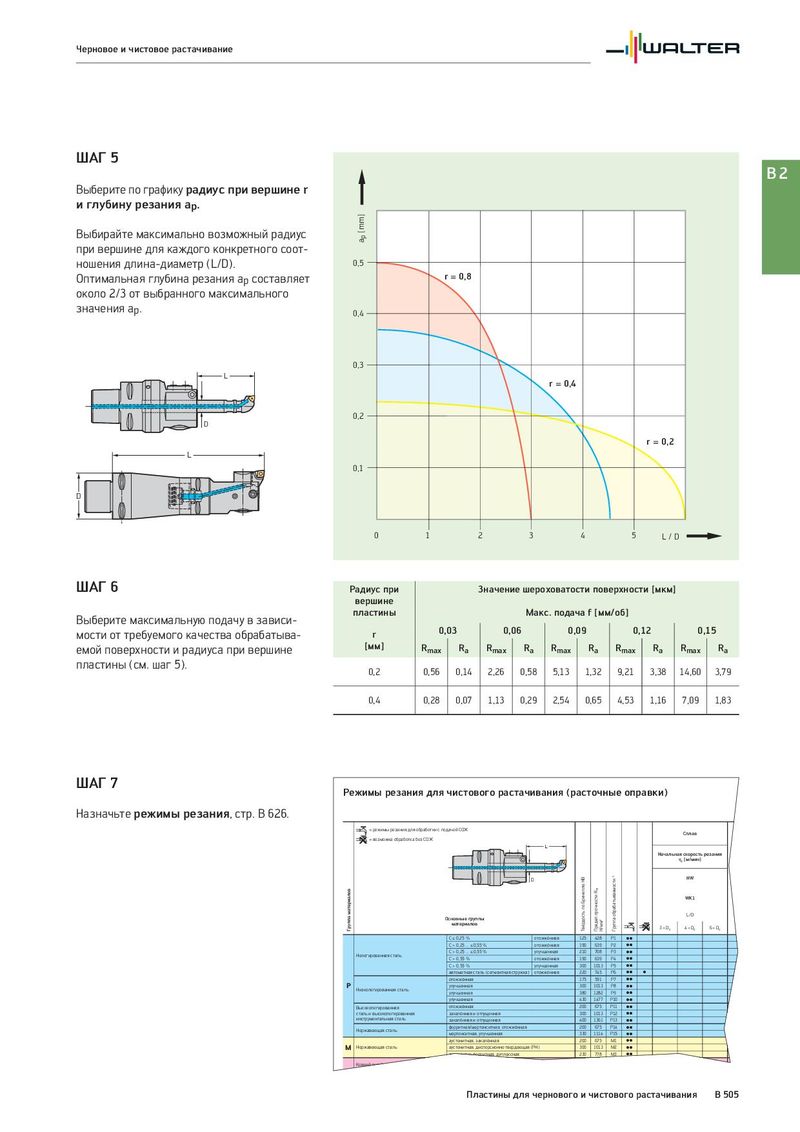
Черновое и чистовое растачивание ШАГ 5 B2 Выберите по графику радиус при вершине r и глубину резания ap. Выбирайте максимально возможный радиус ap [mm] при вершине для каждого конкретного соот- ношения длина-диаметр (L/D). 0,5 Оптимальная глубина резания ap составляет r = 0,8 около 2/3 от выбранного максимального значения ap. 0,4 0,3 r = 0,4 0,2 D r = 0,2 L 0,1 D 0 1 2 3 4 5 L/D ШАГ 6 Радиус при Значение шероховатости поверхности [мкм] вершине Выберите максимальную подачу в зависи- пластины Макс. подача f [мм/об] мости от требуемого качества обрабатыва- r 0,03 0,06 0,09 0,12 0,15 емой поверхности и радиуса при вершине [мм] Rmax Ra Rmax Ra Rmax Ra Rmax Ra Rmax Ra пластины (см. шаг 5). 0,2 0,56 0,14 2,26 0,58 5,13 1,32 9,21 3,38 14,60 3,79 0,4 0,28 0,07 1,13 0,29 2,54 0,65 4,53 1,16 7,09 1,83 ШАГ 7 Режимы резания для чистового растачивания (расточные оправки) Назначьте режимы резания, стр. B 626. = режимы резания для обработки с подачей СОЖ Сплав = возможна обработка без СОЖ Начальная скорость резания vc [м/мин] D Твёрдость по Бринеллю HB Группа обрабатываемости 1 HW Группа материалов Предел прочности Rm WK1 Основные группы L/D материалов Н/мм2 3 × Dc 4 × Dc 6 × Dc C ≤ 0,25 % отожжённая 125 428 P1 CC C > 0,25 ... ≤ 0,55 % отожжённая 190 639 P2 CC Нелегированная сталь C > 0,25 ... ≤ 0,55 % улучшенная 210 708 P3 CC C > 0,55 % отожжённая 190 639 P4 CC C > 0,55 % улучшенная 300 1013 P5 CC автоматная сталь (сегментная стружка) отожжённая 220 745 P6 CC C отожжённая 175 591 P7 CC P Низколегированная сталь улучшенная 300 1013 P8 CC улучшенная 380 1282 P9 CC улучшенная 430 1477 P10 CC Высоколегированная отожжённая 200 675 P11 CC сталь и высоколегированная закалённая и отпущенная 300 1013 P12 CC инструментальная сталь закалённая и отпущенная 400 1361 P13 CC Нержавеющая сталь ферритная/мартенситная, отожжённая 200 675 P14 CC мартенситная, улучшенная 330 1114 P15 CC аустенитная, закалённая 200 675 M1 CC M Нержавеющая сталь аустенитная, дисперсионно твердеющая (PH) 300 1013 M2 CC аустенитно-ферритная, дуплексная 230 778 M3 CC Ковкий литейный чугун ферритный 200 675 K1 CC C 160 120 90 перлитный 260 867 K2 CC C 150 120 90 Пластины для чернового и чистового растачивания B 505