Каталог TooTool техническая информация 2 - страница 3
Навигация
 Каталог TooTool техническая информация 1
Каталог TooTool техническая информация 1 Общий каталог TooTool
Общий каталог TooTool Каталог TooTool монолитные фрезы
Каталог TooTool монолитные фрезы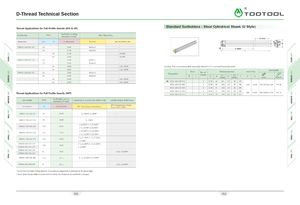
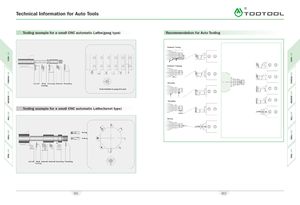
D-Thread Technical Section Avy\ Thread Applications for Full Profile Inserts (ISO & UN) Standard Toolholders - Steel Cylindrical Shank (U Style) Tool holder Pitch Toolholder cuttingdiameter D (mm) Min. Thread Dia *• — L3 (min) Designation mm TPI D Adjustment ISO Fine UN/UNF/UNEF/UNS SR0021-11U- A 25 -125 1.5 22.00 M26X1.5 u LI (maxL 2.0 21.85 M26X2.0 14 21.94 1-14UNS 12 21.85 1-12UNF SR0023 -11U- A 25 -135 1.5 25.00 M28X1.5 2.0 24.85 M29X2.0 14 24.94 11/8-14UNS Coolant-Thru is recommended, especially when D>0.7 x nominal thread diameter 12 24.85 11/8-12UNF Spare parts SR0026-11U-A25-150 1.5 30.00 M33X1.52.029.85M34x2.0 Designation Stock No. of Dimensions(mm) Insert SizeRInsertsLDdLI(max)L2L3(min)LLdscrewWrench 14 29.94 13/8-14UNS 12 29.85 13/8-12UNF SR 0023-11U-C18-170 2 23.30 18 90 5.4 40 170 0026-11U-C20-180 3 26.00 20 100 5.4 40 180 111! 6.35U Y55- SSTX 2.5 -3.6P TPF-08 0031-11U-C 25 - 200 4 31.00 25 120 5.4 46 200 0036-16U-C25-200 3 36.50 25 130 8.0 46 200 Thread Applications for Full Profile Inserts (NPT) 16U 9.525U Y60-SSTX3.5 - 5.3 P TPF-150036-16U-C28-225336.50281508.060225 Tool holder Pitch Toolholder cuttingdiameter D2 (mm)Cylindrical or Conical pre-drilled holeCylindrical pre-drilled hole NPT Threading by 2 Radial Designation TPI D Adjustment NPT Threading by 1Radial Pass Passes (50% / 50%) SR0015-11U - A16-95 14 14.59 72-14NPT; 3/4-14NPT SR0021-11U-A 25 -125 14 20.49 3/4-14NPT SR0023-11U - A 25 -135 11.5 22.63 1-11.5NPT; 174-11.5NPT; 172-11.5NPT; 2-11.5NPT SR0026-11U-A 25 -150 11.5 25.63 1-11.5NPT; 17411.5NPT; 172-11.5NPT; 2-11.5NPT SR0031-11U- A 32-170 11.5 30.63 174-H.5NPT;1 72-H.5NPT; 2-11.5NPT SR0036-16U - A 32 -170 11.5 35.65 174-H.5NPT;1 72-H.5NPT; SR0036-16U - A 32 - 225 2-11.5NPT SR0036-16U- A 32-170 8 35.65 2 1/2...10-8NPT SR0036-16U-A32-225 SR0042-16U-A40-200 11.5 41.15 1 72-11.5NPT; 2-11.5NPT SR0042-16U- A40- 200 8 41.15 2 1/2...10-8NPT * Correct the toolholder cutting diameter D according to adjustment, as indicated in the above table. ** Note: When the pre-drilled hole for 8 NPT is conical, the thread can be machined in one pass. 361 362