Каталог TaeguTec токарные инструменты 2020 - 2021 - страница 815
Навигация
 Каталог TaeguTec вращающиеся инструменты 2020 - 2021
Каталог TaeguTec вращающиеся инструменты 2020 - 2021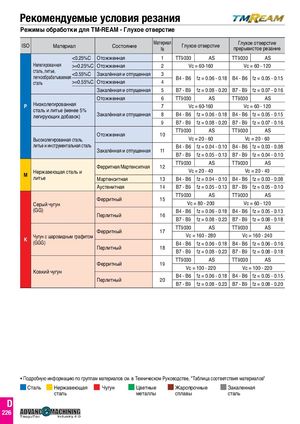
Рекомендуемые условия резания Режимы обработки для TM-REAM - Глухое отверстие ISO Материал Состояние Материал№ Глухое отверстие Глухое отверстиепрерывистое резание <0.25%C Отожженная 1 TT9030 AS TT9030 AS Нелегированная >=0.25%C Отожженная 2 Vc = 60-160 Vc = 60 - 120 сталь, литье, легкообрабатываемая <0.55%C Закалённая и отпущенная 3сталь>=0.55%CОтожженная4B4 - B6fz = 0.06 - 0.18B4 - B6fz = 0.05 - 0.15 Закалённая и отпущенная 5 B7 - B9 fz = 0.08 - 0.20 B7 - B9 fz = 0.07 - 0.16 Отожженная 6 TT9030 AS TT9030 AS P Низколегированнаясталь и литье (менее 5%легирующих добавок)Закалённая и отпущенная78Vc = 60-160 Vc = 60 - 120B4 - B6fz = 0.06 - 0.18B4 - B6fz = 0.05 - 0.15 9 B7 - B9 fz = 0.08 - 0.20 B7 - B9 fz = 0.07 - 0.16 ОтожженнаяВысоколегированная сталь,10TT9030 ASVc = 20 - 60TT9030 ASVc = 20 - 60 литье и инструментальная сталь Закалённая и отпущенная 11 B4 - B6 fz = 0.04 - 0.10 B4 - B6 fz = 0.03 - 0.08B7 - B9fz = 0.05 - 0.13B7 - B9fz = 0.04 - 0.10 M Нержавеющая сталь илитье Ферритная/Мартенситная 12 TT9030 ASVc = 20 - 40TT9030 ASVc = 20 - 40Мартенситная13B4 - B6fz = 0.04 - 0.10B4 - B6fz = 0.03 - 0.08 Аустенитная 14 B7 - B9 fz = 0.05 - 0.13 B7 - B9 fz = 0.05 - 0.10 ФерритныйСерый чугун 15 TT9030 ASVc = 80 - 200TT9030 ASVc = 60 - 120 (GG) Перлитный 16 B4 - B6 fz = 0.06 - 0.18 B4 - B6 fz = 0.05 - 0.13B7 - B9fz = 0.08 - 0.23B7 - B9fz = 0.08 - 0.18 ФерритныйKЧугун с шаровидным графитом(GGG)Перлитный17TT9030ASVc = 160 - 280TT9030ASVc = 160 - 24018B4 - B6fz = 0.06 - 0.18B4 - B6fz = 0.06 - 0.16B7 - B9fz = 0.08 - 0.23B7 - B9fz = 0.08 - 0.18 ФерритныйКовкий чугунПерлитный19 TT9030 ASVc = 100 - 220TT9030 ASVc = 100 - 22020B4 - B6fz = 0.06 - 0.18B4 - B6fz = 0.05 - 0.15B7 - B9fz = 0.08 - 0.23B7 - B9fz = 0.08 - 0.20 T•aПeоgдuрTоeбcную инфоIрnмdаuцstиrюy 4п.о0 группам материалов см. в Техническом Руководстве, "Таблица соответствия материалов" Сталь Нержавеющая Чугун Цветные Жаропрочные Закаленная сталь металлы сплавы сталь TaeguTec Industry 4.0 D 226 TaeguTec Industry 4.0