Общий каталог Sumitomo 2019 - 2020 - страница 981
Навигация
 Каталог Sumitomo запасные части
Каталог Sumitomo запасные части Каталог Sumitomo сплавы и режимы
Каталог Sumitomo сплавы и режимы Техническая информация Sumitomo
Техническая информация Sumitomo Каталог Sumitomo пластины с алмазными вставками Sumidia
Каталог Sumitomo пластины с алмазными вставками Sumidia Каталог Sumitomo специальные торцевые фрезы
Каталог Sumitomo специальные торцевые фрезы Общий каталог Sumitomo 2018 - 2019
Общий каталог Sumitomo 2018 - 2019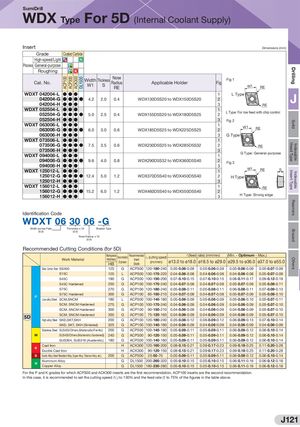
ACP100 ACP300 ACK300 DL1500 OthersBrazedReamersIndexableIndexableInsert TypeHead TypeSolidDrilling SumiDrill WDX Type For 5D (Internal Coolant Supply) Insert Dimensions (mm) Grade Coated Carbide High-speed/Light PK N Process General-purpose Roughing K Cat. No. Width W1 Thickness S Nose Radius RE Applicable Holder Fig 1Fig W1 RE WDXT 042004-L ●●● 1 L TypeWDXT 042004-G●●●●4.22.00.4WDX130D5S20 to WDX150D5S202J WDXT 042004-H ●●● 3 RE WDXT 052504-L ●●● 1 WDXT 052504-G ● ●●● 5.0 2.5 0.4 WDX155D5S20 to WDX180D5S25 2 L Type: For low feed with chip control WDXT 052504-H ●●● 3 Fig 2 WDXT 063006-L ●●● 1WDXT 063006-G●●●●6.03.00.6WDX185D5S25 to WDX225D5S252W1RE WDXT 063006-H ●●● 3 G Type WDXT 073506-L ●●● 1 WDXT 073506-G ● ●●● 7.5 3.5 0.6 WDX230D5S25 to WDX285D5S32 2 RE WDXT 073506-H ●●● 3 WDXT 094008-L ●●● 1 G Type: General-purpose WDXT 094008-G ● ●●● 9.6 4.0 0.8 WDX290D5S32 to WDX360D5S40 2 Fig 3 WDXT 094008-H ●●● 3 WDXT 125012-L ●●● 1 W1 RE S WDXT 125012-G ●●●● 12.4 5.0 1.2 WDX370D5S40 to WDX450D5S40 2 H Type WDXT 125012-H ●●● 3 WDXT 156012-L ●●● 1 RE WDXT 156012-G ●●●● 15.2 6.0 1.2 WDX460D5S40 to WDX550D5S40 2 WDXT 156012-H ●●● 3 H Type: Strong edge Identification Code WDXT 06 30 06 -G Width across Flats Thickness x 10 Breaker Type (6.0) (3.0) Nose Radius x 10 (0.6) Recommended Cutting Conditions (for 5D) Work Material Workpiece Hardness RecommendedHBChipbreakerRecommendedInsertGradevc (cutting speed)(m/min)f (feed rate) (mm/rev) (Min. - Optimum - Max.)ø13.0 to ø18.0ø18.5 to ø29.0ø29.5 to ø36.0ø37.0 to ø55.0 Steel, Carbon Steel SS400 125 G ACP300 120-180-240 0.05-0.06-0.09 0.05-0.06-0.09 0.05-0.06-0.09 0.05-0.07-0.09 S15C 125 L ACP300 130-170-220 0.04-0.06-0.08 0.04-0.06-0.08 0.04-0.06-0.08 0.05-0.07-0.09 S45C 190 G ACP300 100-150-200 0.07-0.10-0.15 0.07-0.10-0.15 0.08-0.11-0.17 0.09-0.12-0.19 S45C Hardened 250 G ACP100 100-170-240 0.04-0.07-0.08 0.04-0.07-0.08 0.05-0.07-0.09 0.05-0.08-0.11 S75C 270 G ACP100 120-180-240 0.05-0.08-0.11 0.05-0.08-0.11 0.06-0.08-0.11 0.07-0.09-0.13 S75C Hardened 300 G ACP100 85-150-210 0.04-0.07-0.08 0.04-0.07-0.08 0.05-0.07-0.09 0.05-0.08-0.10 P Low-alloy Steel SCM,SNCM 180 L ACP300 100-140-180 0.05-0.06-0.09 0.05-0.06-0.09 0.05-0.06-0.10 0.05-0.07-0.11 SCM, SNCM Hardened 275 G ACP100 100-170-240 0.04-0.06-0.09 0.04-0.06-0.09 0.04-0.06-0.09 0.05-0.07-0.10 SCM, SNCM Hardened 300 G ACP100 90-150-210 0.04-0.06-0.09 0.04-0.06-0.09 0.04-0.06-0.09 0.05-0.07-0.10 SCM, SNCM Hardened 350 G ACP100 75-120-165 0.04-0.06-0.09 0.04-0.06-0.09 0.04-0.06-0.09 0.05-0.07-0.10 High-alloy Steel SKD,SKT,SKH 200 G ACP100 120-180-240 0.05-0.08-0.12 0.06-0.09-0.12 0.06-0.09-0.13 0.07-0.10-0.14 SKD, SKT, SKH (Sintered) 325 G ACP100 100-140-180 0.04-0.06-0.09 0.04-0.06-0.09 0.04-0.06-0.09 0.04-0.06-0.09 Stainless Steel SUS403/Others (Martensitic/Ferritic) 200 G ACP300 100-140-180 0.05-0.09-0.11 0.05-0.09-0.11 0.06-0.09-0.12 0.06-0.10-0.14 M SUS403/Others (Martensitic (hardened)) 240 G ACP300 90-120-150 0.05-0.09-0.11 0.05-0.09-0.11 0.06-0.09-0.12 0.06-0.10-0.14 SUS304, SUS316 (Austenitic) 180 G ACP300 100-140-180 0.05-0.09-0.11 0.05-0.09-0.11 0.06-0.09-0.12 0.06-0.10-0.14 Cast Iron H ACK300 120-160-200 0.08-0.15-0.21 0.09-0.17-0.23 0.09-0.18-0.25 0.11-0.20-0.28 K Ductile Cast Iron H ACK300 90-120-150 0.08-0.15-0.21 0.09-0.17-0.23 0.09-0.18-0.25 0.11-0.20-0.28 S Exotic Alloy (Heat-Resistant Alloy, Super Alloy, Titanium Alloy, etc.) 200 G ACP300 25-50-70 0.05-0.09-0.11 0.05-0.09-0.11 0.06-0.09-0.12 0.06-0.10-0.14 Aluminum Alloy G DL1500 200-260-320 0.05-0.10-0.15 0.05-0.10-0.15 0.06-0.11-0.16 0.06-0.12-0.18 N Copper Alloy G DL1500 180-230-280 0.05-0.10-0.15 0.05-0.10-0.15 0.06-0.11-0.16 0.06-0.12-0.18 For the P and K grades for which ACP300 and ACK300 inserts are the first recommendation, ACP100 inserts are the second recommendation. In this case, it is recommended to set the cutting speed (Vc) to 130% and the feed rate (f) to 75% of the figures in the table above. J121