Общий каталог Sumitomo 2019 - 2020 - страница 404
Навигация
 Каталог Sumitomo запасные части
Каталог Sumitomo запасные части Каталог Sumitomo сплавы и режимы
Каталог Sumitomo сплавы и режимы Техническая информация Sumitomo
Техническая информация Sumitomo Каталог Sumitomo пластины с алмазными вставками Sumidia
Каталог Sumitomo пластины с алмазными вставками Sumidia Каталог Sumitomo специальные торцевые фрезы
Каталог Sumitomo специальные торцевые фрезы Общий каталог Sumitomo 2018 - 2019
Общий каталог Sumitomo 2018 - 2019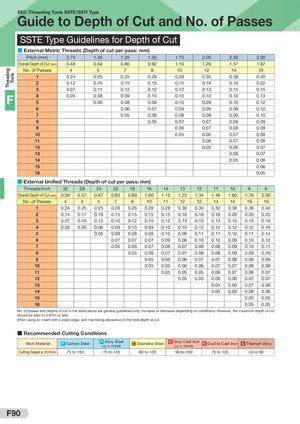
Threading Tools SEC-Threading Tools SSTE/SSTI Type Guide to Depth of Cut and No. of Passes SSTE Type Guidelines for Depth of Cut ■ External Metric Threads (Depth of cut per pass: mm) Pitch (mm) 0.75 1.00 1.25 1.50 1.75 2.00 2.50 3.00 Overall Depth of Cut (mm) 0.48 0.64 0.80 0.92 1.10 1.26 1.57 1.87 No. of Passes 4 5 7 8 10 12 14 16 1 0.24 0.25 0.25 0.28 0.28 0.30 0.38 0.40 2 0.12 0.15 0.15 0.15 0.15 0.16 0.19 0.22 3 0.07 0.11 0.12 0.12 0.12 0.13 0.15 0.15 F 45 0.05 0.08 0.09 0.10 0.10 0.10 0.10 0.130.050.080.090.100.090.100.12 6 0.06 0.07 0.09 0.09 0.09 0.10 7 0.05 0.06 0.08 0.08 0.09 0.10 8 0.05 0.07 0.07 0.08 0.09 9 0.06 0.07 0.08 0.09 10 0.05 0.06 0.07 0.08 11 0.06 0.07 0.08 12 0.05 0.06 0.07 13 0.06 0.07 14 0.05 0.06 15 0.06 16 0.05 ■ External Unified Threads (Depth of cut per pass: mm) Threads/Inch 32 28 24 20 18 16 14 13 12 11 10 9 8 Overall Depth of Cut (mm) 0.50 0.57 0.67 0.80 0.89 1.00 1.15 1.23 1.34 1.46 1.60 1.78 2.00 No. of Passes 4 4 5 7 8 10 11 12 12 14 14 16 16 1 0.24 0.25 0.25 0.26 0.26 0.28 0.28 0.30 0.30 0.30 0.38 0.38 0.40 2 0.14 0.17 0.19 0.15 0.15 0.15 0.15 0.18 0.18 0.18 0.20 0.20 0.25 3 0.07 0.10 0.12 0.10 0.12 0.10 0.12 0.13 0.13 0.13 0.15 0.13 0.19 4 0.05 0.05 0.06 0.09 0.10 0.09 0.10 0.10 0.12 0.12 0.12 0.12 0.16 5 0.05 0.08 0.08 0.08 0.10 0.08 0.11 0.11 0.10 0.11 0.14 6 0.07 0.07 0.07 0.09 0.08 0.10 0.10 0.09 0.10 0.12 7 0.05 0.06 0.07 0.08 0.07 0.09 0.08 0.09 0.10 0.11 8 0.05 0.06 0.07 0.07 0.08 0.08 0.08 0.09 0.10 9 0.05 0.06 0.06 0.07 0.07 0.08 0.09 0.09 10 0.05 0.05 0.06 0.06 0.07 0.07 0.08 0.08 11 0.05 0.05 0.05 0.06 0.07 0.08 0.07 12 0.05 0.05 0.06 0.06 0.07 0.07 13 0.05 0.06 0.07 0.06 14 0.05 0.05 0.06 0.06 15 0.05 0.05 16 0.05 0.05 No. of passes and depths of cut in the table above are general guidelines only. Increase or decrease depending on conditions. However, the maximum depth of cut should be kept to 0.5mm or less. When using an insert with a wiper edge, add machining allowance to the total depth of cut. ■ Recommended Cutting Conditions Work Material P Carbon Steel P Alloy Steel M Stainless Steel K Gray Cast Iron K Ductile Cast Iron S Titanium Alloy (up to 330HB) (up to 330HB) Cutting Speed vc (m/min) 75 to 150 75 to 135 60 to 120 90 to 180 75 to 135 24 to 90 F90