Каталог Stellram твердосплавные цельные фрезы - страница 3
Навигация
 Каталог Stellram фрез со сменными пластинами
Каталог Stellram фрез со сменными пластинами Каталог Stellram токарный инструмент
Каталог Stellram токарный инструмент Каталог Stellram высокопроизводительные фрезерные системы
Каталог Stellram высокопроизводительные фрезерные системы Каталог Stellram системы со сменными пластинами для фрезерования с высокими подачами
Каталог Stellram системы со сменными пластинами для фрезерования с высокими подачами Каталог Stellram материалы и сплавы
Каталог Stellram материалы и сплавы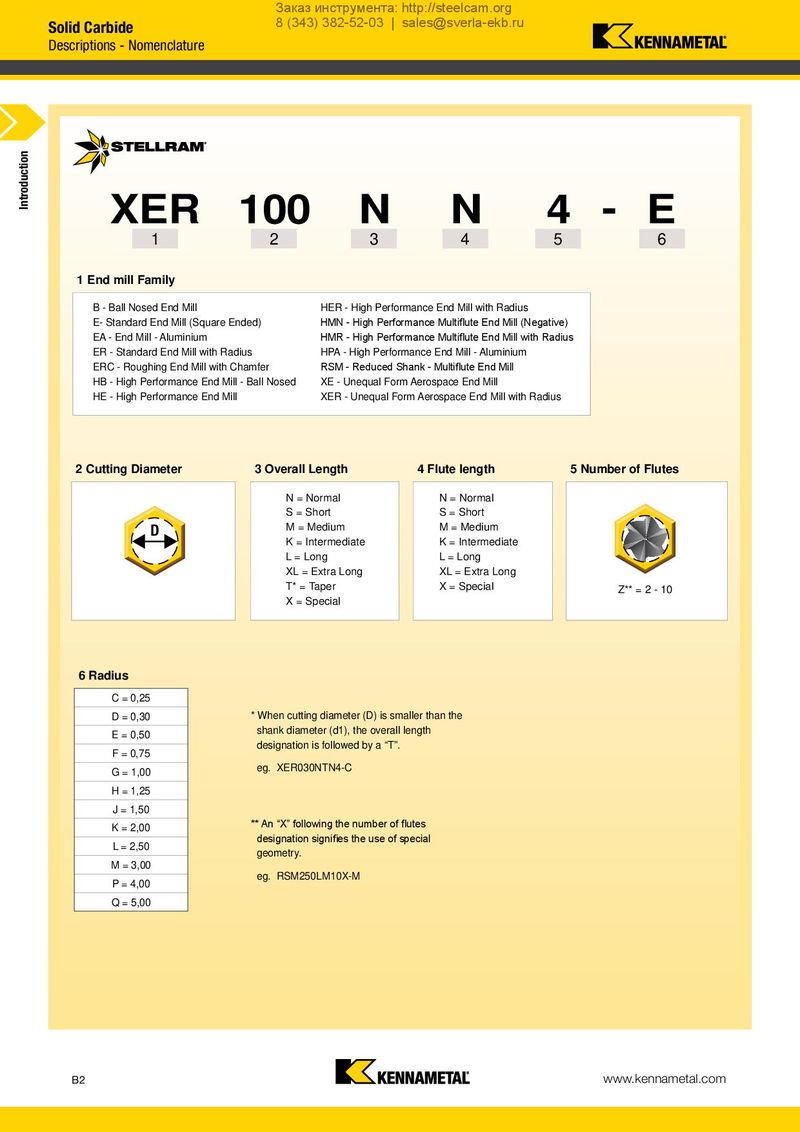
Заказ инструмента: http://steelcam.org Solid Carbide 8 (343) 382-52-03 | sales@sverla-ekb.ru Descriptions - Nomenclature Introduction XER 100 N N 4 - E 1 2 3 4 5 6 1 End mill Family B - Ball Nosed End Mill HER - High Performance End Mill with Radius E- Standard End Mill (Square Ended) HMN - High Performance Multiflute End Mill (Negative) EA - End Mill - Aluminium HMR - High Performance Multiflute End Mill with Radius ER - Standard End Mill with Radius HPA - High Performance End Mill - Aluminium ERC - Roughing End Mill with Chamfer RSM - Reduced Shank - Multiflute End Mill HB - High Performance End Mill - Ball Nosed XE - Unequal Form Aerospace End Mill HE - High Performance End Mill XER - Unequal Form Aerospace End Mill with Radius 2 Cutting Diameter 3 Overall Length 4 Flute length 5 Number of Flutes N = Normal N = Normal S = Short S = Short D M = Medium M = Medium K = Intermediate K = Intermediate L = Long L = Long XL = Extra Long XL = Extra Long T* = Taper X = Special Z** = 2 - 10 X = Special 6 Radius C= 0,25 D= 0,30 * When cutting diameter (D) is smaller than the E= 0,50 shank diameter (d1), the overall length F= 0,75 designation is followed by a “T”. G= 1,00 eg. XER030NTN4-C H= 1,25 J= 1,50 K= 2,00 ** An “X” following the number of flutes L= 2,50 designation signifies the use of special geometry. M= 3,00 P= 4,00 eg. RSM250LM10X-M Q= 5,00 B2 www.kennametal.com