Каталог Stellram фрез со сменными пластинами - страница 58
Навигация
 Каталог Stellram твердосплавные цельные фрезы
Каталог Stellram твердосплавные цельные фрезы Каталог Stellram токарный инструмент
Каталог Stellram токарный инструмент Каталог Stellram системы со сменными пластинами для фрезерования с высокими подачами
Каталог Stellram системы со сменными пластинами для фрезерования с высокими подачами Каталог Stellram высокопроизводительные фрезерные системы
Каталог Stellram высокопроизводительные фрезерные системы Каталог Stellram материалы и сплавы
Каталог Stellram материалы и сплавы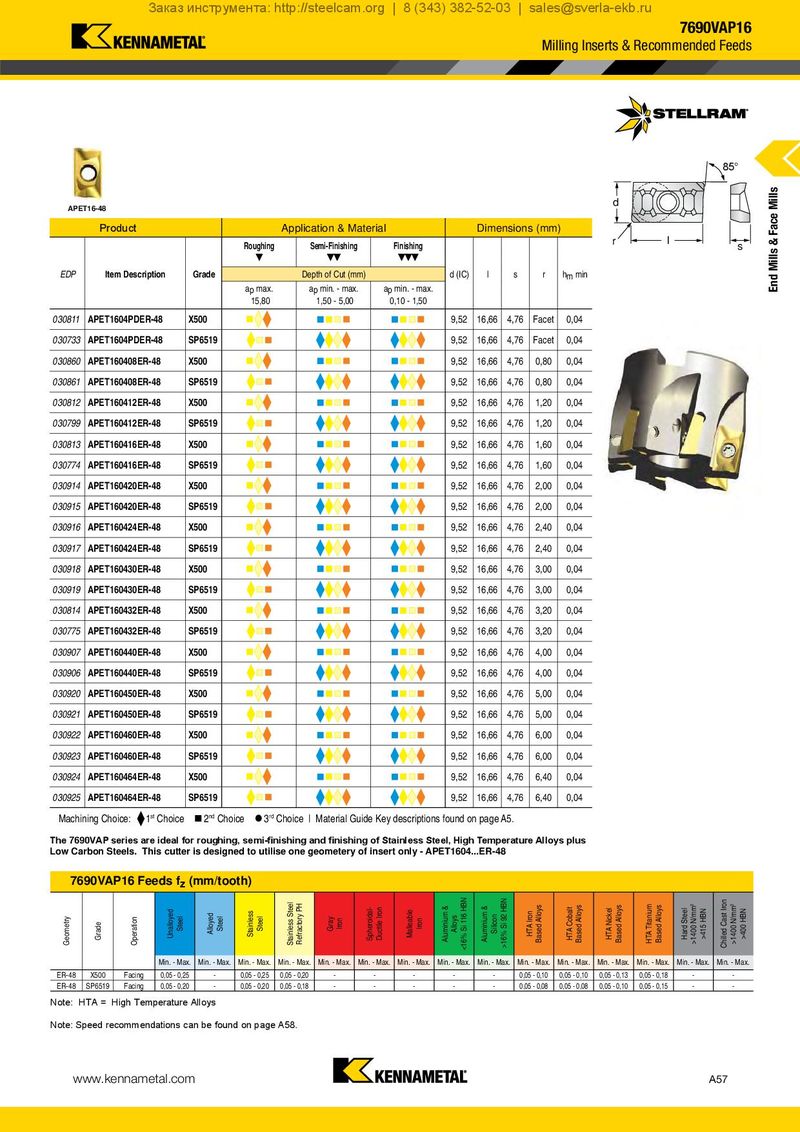
Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru 7690VAP16 Milling Inserts & Recommended Feeds 85° APET16-48 d End Mills & Face Mills Product Application & Material Dimensions (mm) Roughing Semi-Finishing Finishing r l s EDP Item Description Grade Depth of Cut (mm) d (IC) l s r hm min ap max. ap min. - max. ap min. - max. 15,80 1,50 - 5,00 0,10 - 1,50 030811 APET1604PDER-48 X500 9,52 16,66 4,76 Facet 0,04 030733 APET1604PDER-48 SP6519 9,52 16,66 4,76 Facet 0,04 030860 APET160408ER-48 X500 9,52 16,66 4,76 0,80 0,04 030861 APET160408ER-48 SP6519 9,52 16,66 4,76 0,80 0,04 030812 APET160412ER-48 X500 9,52 16,66 4,76 1,20 0,04 030799 APET160412ER-48 SP6519 9,52 16,66 4,76 1,20 0,04 030813 APET160416ER-48 X500 9,52 16,66 4,76 1,60 0,04 030774 APET160416ER-48 SP6519 9,52 16,66 4,76 1,60 0,04 030914 APET160420ER-48 X500 9,52 16,66 4,76 2,00 0,04 030915 APET160420ER-48 SP6519 9,52 16,66 4,76 2,00 0,04 030916 APET160424ER-48 X500 9,52 16,66 4,76 2,40 0,04 030917 APET160424ER-48 SP6519 9,52 16,66 4,76 2,40 0,04 030918 APET160430ER-48 X500 9,52 16,66 4,76 3,00 0,04 030919 APET160430ER-48 SP6519 9,52 16,66 4,76 3,00 0,04 030814 APET160432ER-48 X500 9,52 16,66 4,76 3,20 0,04 030775 APET160432ER-48 SP6519 9,52 16,66 4,76 3,20 0,04 030907 APET160440ER-48 X500 9,52 16,66 4,76 4,00 0,04 030906 APET160440ER-48 SP6519 9,52 16,66 4,76 4,00 0,04 030920 APET160450ER-48 X500 9,52 16,66 4,76 5,00 0,04 030921 APET160450ER-48 SP6519 9,52 16,66 4,76 5,00 0,04 030922 APET160460ER-48 X500 9,52 16,66 4,76 6,00 0,04 030923 APET160460ER-48 SP6519 9,52 16,66 4,76 6,00 0,04 030924 APET160464ER-48 X500 9,52 16,66 4,76 6,40 0,04 030925 APET160464ER-48 SP6519 9,52 16,66 4,76 6,40 0,04 Machining Choice: 1st Choice 2nd Choice 3rd Choice | Material Guide Key descriptions found on page A5. The 7690VAP series are ideal for roughing, semi-finishing and finishing of Stainless Steel, High Temperature Alloys plus Low Carbon Steels. This cutter is designed to utilise one geometery of insert only - APET1604...ER-48 7690VAP16 Feeds fz (mm/tooth) Geometry Grade Operation Unalloyed Steel Alloyed Steel Stainless Steel Stainless Steel Refractory PH Gray Iron Spheroidal- Ductile Iron Malleable Iron Aluminium & Alloys <16% Si 116 HBN Aluminium & Silicon >16% Si 92 HBN HTA Iron Based Alloys HTA Cobalt Based Alloys HTA Nickel Based Alloys HTA Titanium Based Alloys Hard Steel >1400 N/mm2 >415 HBN Chilled Cast Iron >1400 N/mm2 >400 HBN Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. ER-48 X500 Facing 0,05 - 0,25 - 0,05 - 0,25 0,05 - 0,20 - - - - - 0,05 - 0,10 0,05 - 0,10 0,05 - 0,13 0,05 - 0,18 - - ER-48 SP6519 Facing 0,05 - 0,20 - 0,05 - 0,20 0,05 - 0,18 - - - - - 0,05 - 0,08 0,05 - 0,08 0,05 - 0,10 0,05 - 0,15 - - Note: HTA = High Temperature Alloys Note: Speed recommendations can be found on page A58. www.kennametal.com A57