Каталог Stellram фрез со сменными пластинами - страница 52
Навигация
 Каталог Stellram твердосплавные цельные фрезы
Каталог Stellram твердосплавные цельные фрезы Каталог Stellram токарный инструмент
Каталог Stellram токарный инструмент Каталог Stellram системы со сменными пластинами для фрезерования с высокими подачами
Каталог Stellram системы со сменными пластинами для фрезерования с высокими подачами Каталог Stellram высокопроизводительные фрезерные системы
Каталог Stellram высокопроизводительные фрезерные системы Каталог Stellram материалы и сплавы
Каталог Stellram материалы и сплавы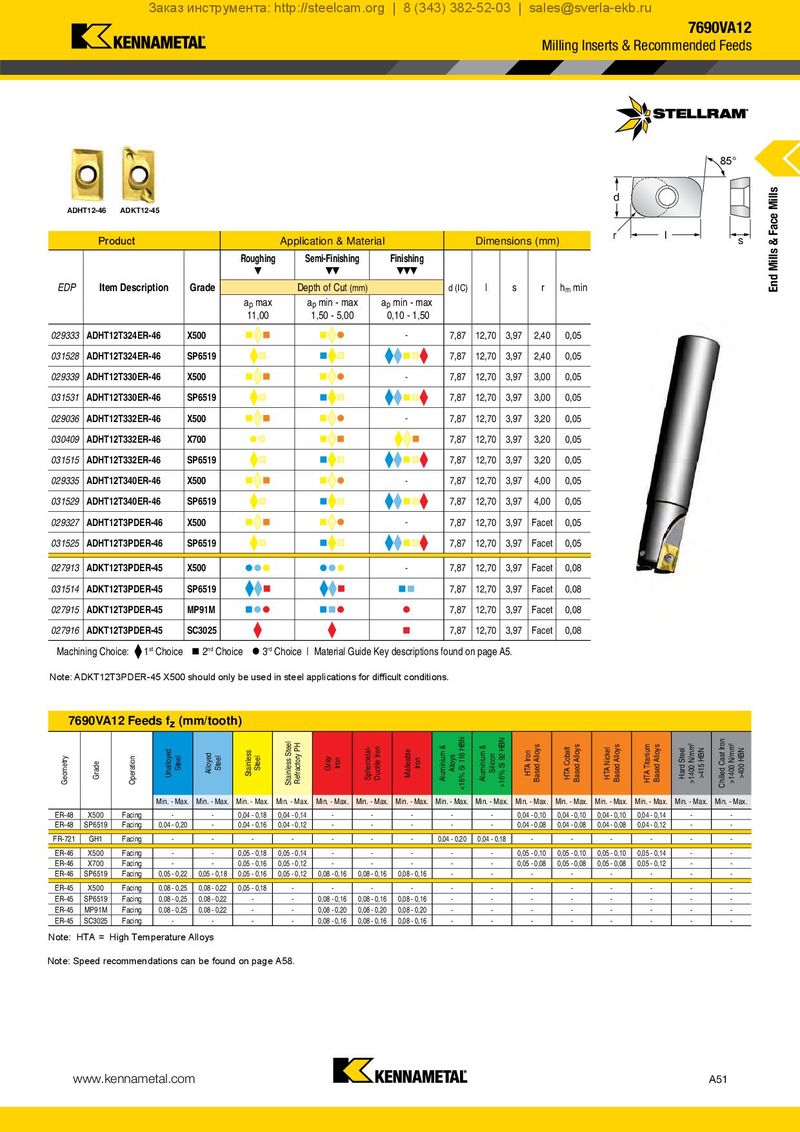
Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru 7690VA12 Milling Inserts & Recommended Feeds 85° End Mills & Face Mills d ADHT12-46 ADKT12-45 r l Product Application & Material Dimensions (mm) s Roughing Semi-Finishing Finishing EDP Item Description Grade Depth of Cut (mm) d (IC) l s r hm min ap max ap min - max ap min - max 11,00 1,50 - 5,00 0,10 - 1,50 029333 ADHT12T324ER-46 X500 - 7,87 12,70 3,97 2,40 0,05 031528 ADHT12T324ER-46 SP6519 7,87 12,70 3,97 2,40 0,05 029339 ADHT12T330ER-46 X500 - 7,87 12,70 3,97 3,00 0,05 031531 ADHT12T330ER-46 SP6519 7,87 12,70 3,97 3,00 0,05 029036 ADHT12T332ER-46 X500 - 7,87 12,70 3,97 3,20 0,05 030409 ADHT12T332ER-46 X700 7,87 12,70 3,97 3,20 0,05 031515 ADHT12T332ER-46 SP6519 7,87 12,70 3,97 3,20 0,05 029335 ADHT12T340ER-46 X500 - 7,87 12,70 3,97 4,00 0,05 031529 ADHT12T340ER-46 SP6519 7,87 12,70 3,97 4,00 0,05 029327 ADHT12T3PDER-46 X500 - 7,87 12,70 3,97 Facet 0,05 031525 ADHT12T3PDER-46 SP6519 7,87 12,70 3,97 Facet 0,05 027913 ADKT12T3PDER-45 X500 - 7,87 12,70 3,97 Facet 0,08 031514 ADKT12T3PDER-45 SP6519 7,87 12,70 3,97 Facet 0,08 027915 ADKT12T3PDER-45 MP91M 7,87 12,70 3,97 Facet 0,08 027916 ADKT12T3PDER-45 SC3025 7,87 12,70 3,97 Facet 0,08 Machining Choice: 1st Choice 2nd Choice 3rd Choice | Material Guide Key descriptions found on page A5. Note: ADKT12T3PDER-45 X500 should only be used in steel applications for difficult conditions. 7690VA12 Feeds fz (mm/tooth) <16% Si 116 HBN >16% Si 92 HBN Chilled Cast Iron Stainless Steel Refractory PH >1400 N/mm2 >1400 N/mm2 HTA Titanium Based Alloys Based Alloys Based Alloys Based Alloys Aluminium & Aluminium & Spheroidal- Ductile Iron HTA Cobalt HTA Nickel Hard Steel >415 HBN >400 HBN Unalloyed Malleable Stainless HTA Iron Alloyed Silicon Alloys Steel Steel Steel Geometry Operation Gray Iron Iron Grade Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. Min. - Max. ER-48 X500 Facing - - 0,04 - 0,18 0,04 - 0,14 - - - - - 0,04 - 0,10 0,04 - 0,10 0,04 - 0,10 0,04 - 0,14 - - ER-48 SP6519 Facing 0,04 - 0,20 - 0,04 - 0,16 0,04 - 0,12 - - - - - 0,04 - 0,08 0,04 - 0,08 0,04 - 0,08 0,04 - 0,12 - - FR-721 GH1 Facing - - - - - - - 0,04 - 0,20 0,04 - 0,18 - - - - - - ER-46 X500 Facing - - 0,05 - 0,18 0,05 - 0,14 - - - - - 0,05 - 0,10 0,05 - 0,10 0,05 - 0,10 0,05 - 0,14 - - ER-46 X700 Facing - - 0,05 - 0,16 0,05 - 0,12 - - - - - 0,05 - 0,08 0,05 - 0,08 0,05 - 0,08 0,05 - 0,12 - - ER-46 SP6519 Facing 0,05 - 0,22 0,05 - 0,18 0,05 - 0,16 0,05 - 0,12 0,08 - 0,16 0,08 - 0,16 0,08 - 0,16 - - - - - - - - ER-45 X500 Facing 0,08 - 0,25 0,08 - 0,22 0,05 - 0,18 - - - - - - - - - - - - ER-45 SP6519 Facing 0,08 - 0,25 0,08 - 0,22 - - 0,08 - 0,16 0,08 - 0,16 0,08 - 0,16 - - - - - - - - ER-45 MP91M Facing 0,08 - 0,25 0,08 - 0,22 - - 0,08 - 0,20 0,08 - 0,20 0,08 - 0,20 - - - - - - - - ER-45 SC3025 Facing - - - - 0,08 - 0,16 0,08 - 0,16 0,08 - 0,16 - - - - - - - - Note: HTA = High Temperature Alloys Note: Speed recommendations can be found on page A58. www.kennametal.com A51