Каталог Stellram фрез со сменными пластинами - страница 195
Навигация
 Каталог Stellram твердосплавные цельные фрезы
Каталог Stellram твердосплавные цельные фрезы Каталог Stellram токарный инструмент
Каталог Stellram токарный инструмент Каталог Stellram системы со сменными пластинами для фрезерования с высокими подачами
Каталог Stellram системы со сменными пластинами для фрезерования с высокими подачами Каталог Stellram высокопроизводительные фрезерные системы
Каталог Stellram высокопроизводительные фрезерные системы Каталог Stellram материалы и сплавы
Каталог Stellram материалы и сплавы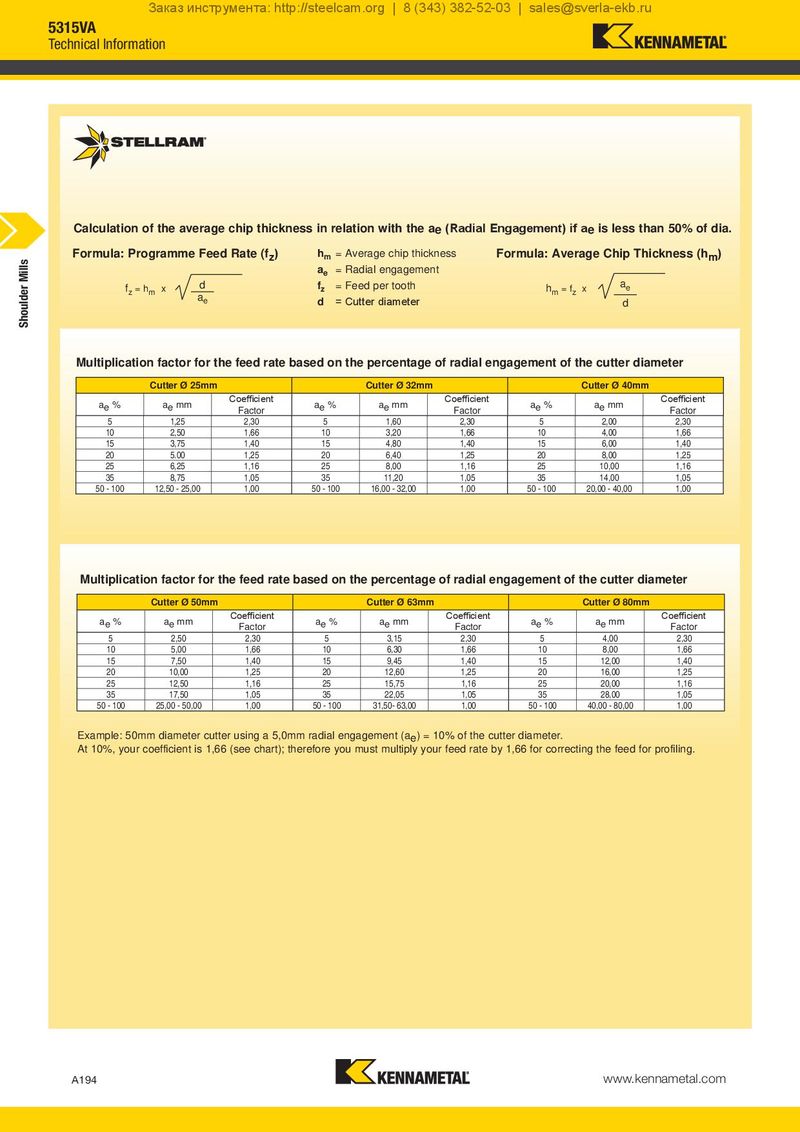
Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru 5315VA Technical Information Calculation of the average chip thickness in relation with the ae (Radial Engagement) if ae is less than 50% of dia. Shoulder Mills Formula: Programme Feed Rate (fz) hm = Average chip thickness Formula: Average Chip Thickness (hm) ae = Radial engagement fz = hm x d fz = Feed per tooth hm = fz x ae ae d = Cutter diameter d Multiplication factor for the feed rate based on the percentage of radial engagement of the cutter diameter Cutter Ø 25mm Cutter Ø 32mm Cutter Ø 40mm ae % ae mm Coefficient ae % ae mm Coefficient ae % ae mm Coefficient Factor Factor Factor 5 1,25 2,30 5 1,60 2,30 5 2,00 2,30 10 2,50 1,66 10 3,20 1,66 10 4,00 1,66 15 3,75 1,40 15 4,80 1,40 15 6,00 1,40 20 5.00 1,25 20 6,40 1,25 20 8,00 1,25 25 6,25 1,16 25 8,00 1,16 25 10,00 1,16 35 8,75 1,05 35 11,20 1,05 35 14,00 1,05 50 - 100 12,50 - 25,00 1,00 50 - 100 16,00 - 32,00 1,00 50 - 100 20,00 - 40,00 1,00 Multiplication factor for the feed rate based on the percentage of radial engagement of the cutter diameter Cutter Ø 50mm Cutter Ø 63mm Cutter Ø 80mm ae % ae mm Coefficient ae % ae mm Coefficient ae % ae mm Coefficient Factor Factor Factor 5 2,50 2,30 5 3,15 2,30 5 4,00 2,30 10 5,00 1,66 10 6,30 1,66 10 8,00 1,66 15 7,50 1,40 15 9,45 1,40 15 12,00 1,40 20 10,00 1,25 20 12,60 1,25 20 16,00 1,25 25 12,50 1,16 25 15,75 1,16 25 20,00 1,16 35 17,50 1,05 35 22,05 1,05 35 28,00 1,05 50 - 100 25,00 - 50,00 1,00 50 - 100 31,50- 63,00 1,00 50 - 100 40,00 - 80,00 1,00 Example: 50mm diameter cutter using a 5,0mm radial engagement (ae) = 10% of the cutter diameter. At 10%, your coefficient is 1,66 (see chart); therefore you must multiply your feed rate by 1,66 for correcting the feed for profiling. A194 www.kennametal.com