Каталог Stellram фрез со сменными пластинами - страница 181
Навигация
 Каталог Stellram твердосплавные цельные фрезы
Каталог Stellram твердосплавные цельные фрезы Каталог Stellram токарный инструмент
Каталог Stellram токарный инструмент Каталог Stellram системы со сменными пластинами для фрезерования с высокими подачами
Каталог Stellram системы со сменными пластинами для фрезерования с высокими подачами Каталог Stellram высокопроизводительные фрезерные системы
Каталог Stellram высокопроизводительные фрезерные системы Каталог Stellram материалы и сплавы
Каталог Stellram материалы и сплавы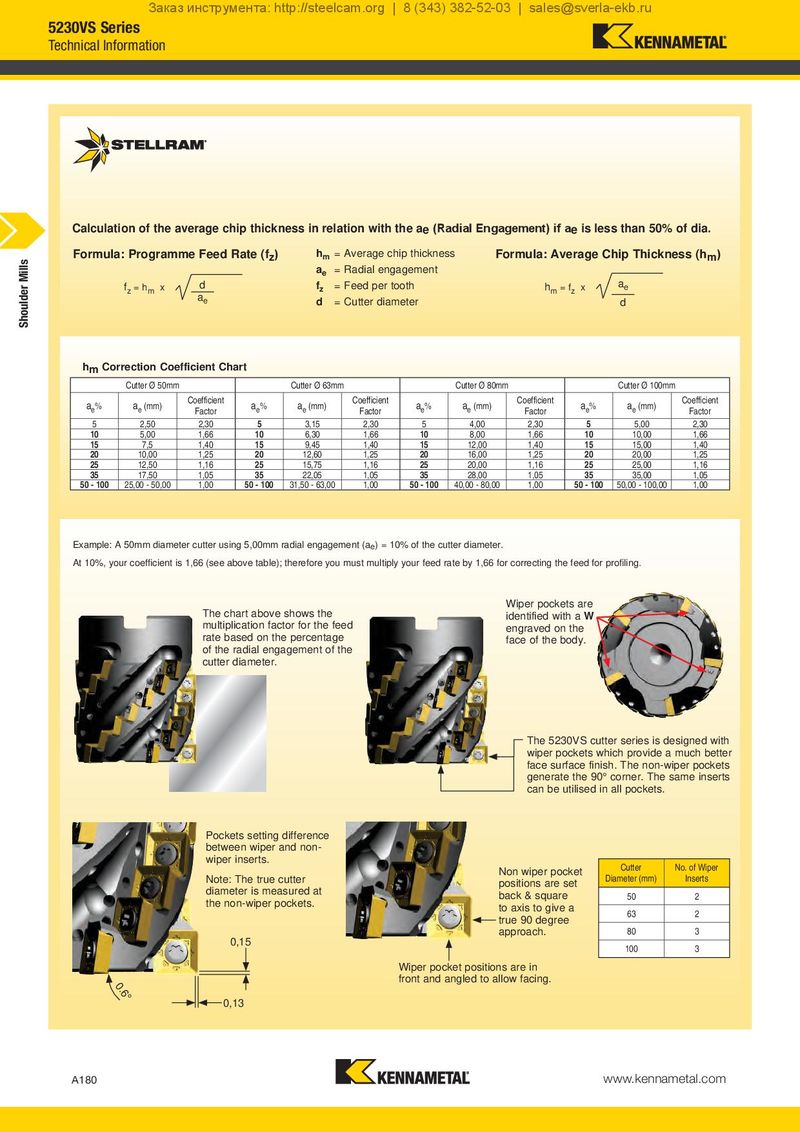
Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru 5230VS Series Technical Information Calculation of the average chip thickness in relation with the ae (Radial Engagement) if ae is less than 50% of dia. Shoulder Mills Formula: Programme Feed Rate (fz) hm = Average chip thickness Formula: Average Chip Thickness (hm) ae = Radial engagement fz = hm x d fz = Feed per tooth hm = fz x ae ae d = Cutter diameter d hm Correction Coefficient Chart Cutter Ø 50mm Cutter Ø 63mm Cutter Ø 80mm Cutter Ø 100mm ae% ae (mm) Coefficient ae% ae (mm) Coefficient ae% ae (mm) Coefficient ae% ae (mm) Coefficient Factor Factor Factor Factor 5 2,50 2,30 5 3,15 2,30 5 4,00 2,30 5 5,00 2,30 10 5,00 1,66 10 6,30 1,66 10 8,00 1,66 10 10,00 1,66 15 7,5 1,40 15 9,45 1,40 15 12,00 1,40 15 15,00 1,40 20 10,00 1,25 20 12,60 1,25 20 16,00 1,25 20 20,00 1,25 25 12,50 1,16 25 15,75 1,16 25 20,00 1,16 25 25,00 1,16 35 17,50 1,05 35 22,05 1,05 35 28,00 1,05 35 35,00 1,05 50 - 100 25,00 - 50,00 1,00 50 - 100 31,50 - 63,00 1,00 50 - 100 40,00 - 80,00 1,00 50 - 100 50,00 - 100,00 1,00 Example: A 50mm diameter cutter using 5,00mm radial engagement (ae) = 10% of the cutter diameter. At 10%, your coefficient is 1,66 (see above table); therefore you must multiply your feed rate by 1,66 for correcting the feed for profiling. The chart above shows the Wiper pockets are multiplication factor for the feed identified with a W rate based on the percentage engraved on the of the radial engagement of the face of the body. cutter diameter. The 5230VS cutter series is designed with wiper pockets which provide a much better face surface finish. The non-wiper pockets generate the 90° corner. The same inserts can be utilised in all pockets. Pockets setting difference between wiper and non- wiper inserts. Cutter No. of Wiper Note: The true cutter Non wiper pocket Diameter (mm) Inserts diameter is measured at positions are set the non-wiper pockets. back & square 50 2 to axis to give a 63 2 true 90 degree approach. 80 3 0,15 100 3 Wiper pocket positions are in front and angled to allow facing. 0.6° 0,13 A180 www.kennametal.com