Каталог Stellram фрез со сменными пластинами - страница 103
Навигация
 Каталог Stellram твердосплавные цельные фрезы
Каталог Stellram твердосплавные цельные фрезы Каталог Stellram токарный инструмент
Каталог Stellram токарный инструмент Каталог Stellram системы со сменными пластинами для фрезерования с высокими подачами
Каталог Stellram системы со сменными пластинами для фрезерования с высокими подачами Каталог Stellram высокопроизводительные фрезерные системы
Каталог Stellram высокопроизводительные фрезерные системы Каталог Stellram материалы и сплавы
Каталог Stellram материалы и сплавы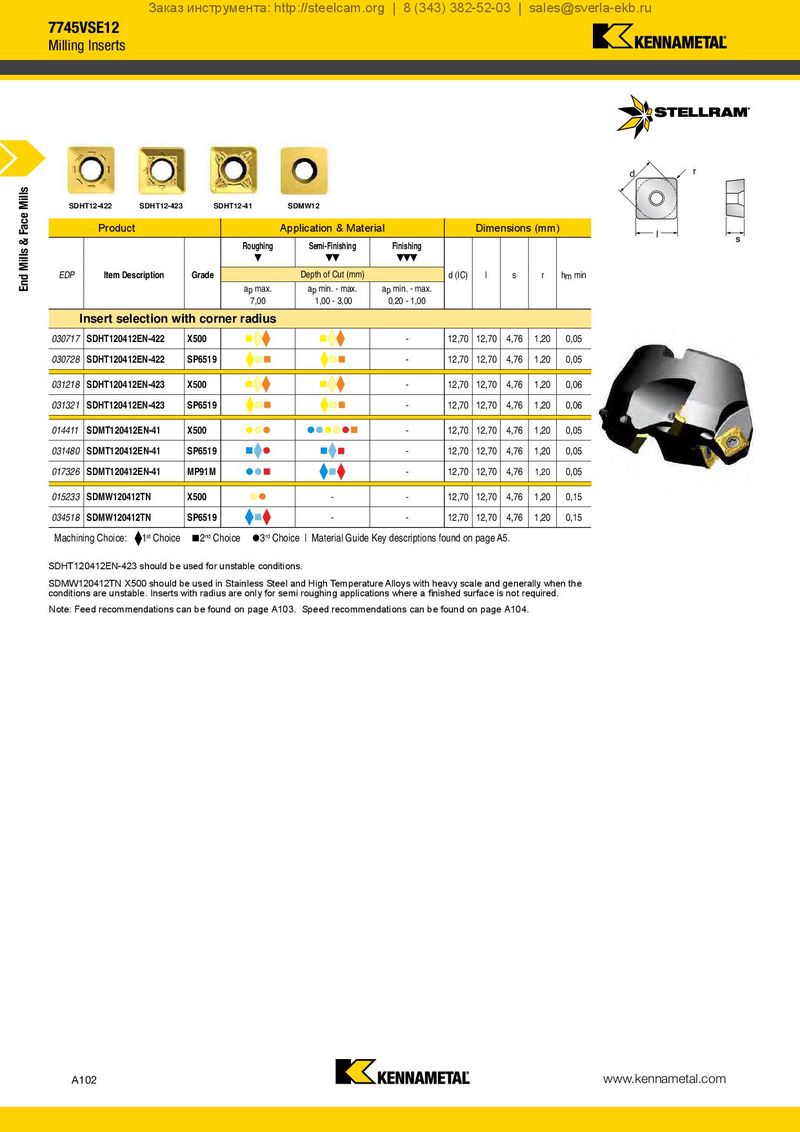
Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru 7745VSE12 Milling Inserts d r End Mills & Face Mills SDHT12-422 SDHT12-423 SDHT12-41 SDMW12 Product Application & Material Dimensions (mm) l s Roughing Semi-Finishing Finishing EDP Item Description Grade Depth of Cut (mm) d (IC) l s r hm min ap max. ap min. - max. ap min. - max. 7,00 1,00 - 3,00 0,20 - 1,00 Insert selection with corner radius 030717 SDHT120412EN-422 X500 - 12,70 12,70 4,76 1,20 0,05 030728 SDHT120412EN-422 SP6519 - 12,70 12,70 4,76 1,20 0,05 031218 SDHT120412EN-423 X500 - 12,70 12,70 4,76 1,20 0,06 031321 SDHT120412EN-423 SP6519 - 12,70 12,70 4,76 1,20 0,06 014411 SDMT120412EN-41 X500 - 12,70 12,70 4,76 1,20 0,05 031480 SDMT120412EN-41 SP6519 - 12,70 12,70 4,76 1,20 0,05 017326 SDMT120412EN-41 MP91M - 12,70 12,70 4,76 1,20 0,05 015233 SDMW120412TN X500 - - 12,70 12,70 4,76 1,20 0,15 034518 SDMW120412TN SP6519 - - 12,70 12,70 4,76 1,20 0,15 Machining Choice: 1st Choice 2nd Choice 3rd Choice | Material Guide Key descriptions found on page A5. SDHT120412EN-423 should be used for unstable conditions. SDMW120412TN X500 should be used in Stainless Steel and High Temperature Alloys with heavy scale and generally when the conditions are unstable. Inserts with radius are only for semi roughing applications where a finished surface is not required. Note: Feed recommendations can be found on page A103. Speed recommendations can be found on page A104. A102 www.kennametal.com