Каталог R-Way осевой монолитный инструмент - страница 53
Навигация
 Каталог R-Way корпусные фрезы
Каталог R-Way корпусные фрезы Каталог R-Way сменные многогранные пластины
Каталог R-Way сменные многогранные пластины Каталог R-Way токарные державки
Каталог R-Way токарные державки Каталог R-Way резьбонарезание
Каталог R-Way резьбонарезание Каталог R-Way тверосплавные дисковые пилы
Каталог R-Way тверосплавные дисковые пилы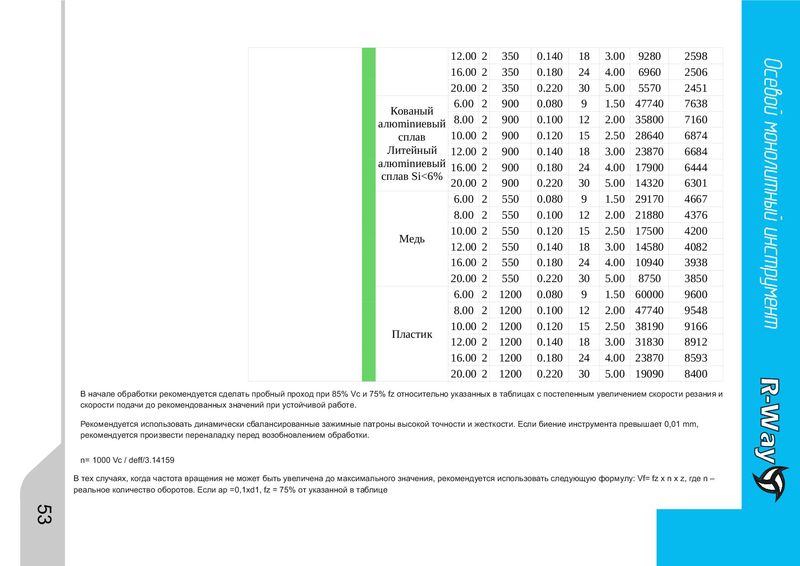
12.00 2 350 0.140 18 3.00 9280 2598 16.00 2 350 0.180 24 4.00 6960 2506 20.00 2 350 0.220 30 5.00 5570 2451 Кованый 6.00 2 900 0.080 9 1.50 47740 7638 алюminиевый 8.00 2 900 0.100 12 2.00 35800 7160 сплав 10.00 2 900 0.120 15 2.50 28640 6874 Литейный 12.00 2 900 0.140 18 3.00 23870 6684 алюminиевый 16.00 2 900 0.180 24 4.00 17900 6444 сплав Si<6% 20.00 2 900 0.220 30 5.00 14320 6301 6.00 2 550 0.080 9 1.50 29170 4667 8.00 2 550 0.100 12 2.00 21880 4376 10.00 2 550 0.120 15 2.50 17500 4200 Медь 12.00 2 550 0.140 18 3.00 14580 4082 16.00 2 550 0.180 24 4.00 10940 3938 20.00 2 550 0.220 30 5.00 8750 3850 6.00 2 1200 0.080 9 1.50 60000 9600 8.00 2 1200 0.100 12 2.00 47740 9548 10.00 2 1200 0.120 15 2.50 38190 9166 Пластик 12.00 2 1200 0.140 18 3.00 31830 8912 16.00 2 1200 0.180 24 4.00 23870 8593 20.00 2 1200 0.220 30 5.00 19090 8400 В начале обработки рекомендуется сделать пробный проход при 85% Vc и 75% fz относительно указанных в таблицах с постепенным увеличением скорости резания и скорости подачи до рекомендованных значений при устойчивой работе. Рекомендуется использовать динамически сбалансированные зажимные патроны высокой точности и жесткости. Если биение инструмента превышает 0,01 mm, рекомендуется произвести переналадку перед возобновлением обработки. n= 1000 Vc / deff/3.14159 В тех случаях, когда частота вращения не может быть увеличена до максимального значения, рекомендуется использовать следующую формулу: Vf= fz x n x z, где n – реальное количество оборотов. Если ap =0,1xd1, fz = 75% от указанной в таблице 53