Каталог R-Way осевой монолитный инструмент - страница 42
Навигация
 Каталог R-Way корпусные фрезы
Каталог R-Way корпусные фрезы Каталог R-Way сменные многогранные пластины
Каталог R-Way сменные многогранные пластины Каталог R-Way токарные державки
Каталог R-Way токарные державки Каталог R-Way резьбонарезание
Каталог R-Way резьбонарезание Каталог R-Way тверосплавные дисковые пилы
Каталог R-Way тверосплавные дисковые пилы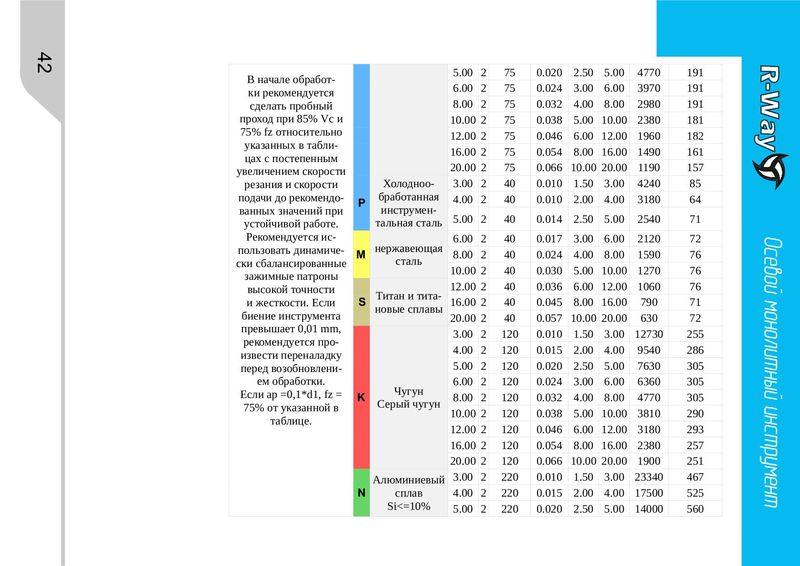
42 5.00 2 75 0.020 2.50 5.00 4770 191 В начале обработ- ки рекомендуется 6.00 2 75 0.024 3.00 6.00 3970 191 сделать пробный 8.00 2 75 0.032 4.00 8.00 2980 191 проход при 85% Vc и 10.00 2 75 0.038 5.00 10.00 2380 181 75% fz относительно 12.00 2 75 0.046 6.00 12.00 1960 182 указанных в табли- 16.00 2 75 0.054 8.00 16.00 1490 161 цах с постепенным увеличением скорости 20.00 2 75 0.066 10.00 20.00 1190 157 резания и скорости Холодноо- 3.00 2 40 0.010 1.50 3.00 4240 85 подачи до рекомендо- P бработанная 4.00 2 40 0.010 2.00 4.00 3180 64 ванных значений при инструмен- устойчивой работе. тальная сталь 5.00 2 40 0.014 2.50 5.00 2540 71 Рекомендуется ис- 6.00 2 40 0.017 3.00 6.00 2120 72 пользовать динамиче- M нержавеющая 8.00 2 40 0.024 4.00 8.00 1590 76 ски сбалансированные сталь зажимные патроны 10.00 2 40 0.030 5.00 10.00 1270 76 высокой точности 12.00 2 40 0.036 6.00 12.00 1060 76 и жесткости. Если S Титан и тита- 16.00 2 40 0.045 8.00 16.00 790 71 биение инструмента новые сплавы 20.00 2 40 0.057 10.00 20.00 630 72 превышает 0,01 mm, 3.00 2 120 0.010 1.50 3.00 12730 255 рекомендуется про- извести переналадку 4.00 2 120 0.015 2.00 4.00 9540 286 перед возобновлени- 5.00 2 120 0.020 2.50 5.00 7630 305 ем обработки. 6.00 2 120 0.024 3.00 6.00 6360 305 Если ap =0,1*d1, fz = K Чугун 8.00 2 120 0.032 4.00 8.00 4770 305 75% от указанной в Серый чугун таблице. 10.00 2 120 0.038 5.00 10.00 3810 290 12.00 2 120 0.046 6.00 12.00 3180 293 16.00 2 120 0.054 8.00 16.00 2380 257 20.00 2 120 0.066 10.00 20.00 1900 251 Алюминиевый 3.00 2 220 0.010 1.50 3.00 23340 467 N сплав 4.00 2 220 0.015 2.00 4.00 17500 525 Si<=10% 5.00 2 220 0.020 2.50 5.00 14000 560