Каталог R-Way осевой монолитный инструмент - страница 40
Навигация
 Каталог R-Way корпусные фрезы
Каталог R-Way корпусные фрезы Каталог R-Way сменные многогранные пластины
Каталог R-Way сменные многогранные пластины Каталог R-Way токарные державки
Каталог R-Way токарные державки Каталог R-Way резьбонарезание
Каталог R-Way резьбонарезание Каталог R-Way тверосплавные дисковые пилы
Каталог R-Way тверосплавные дисковые пилы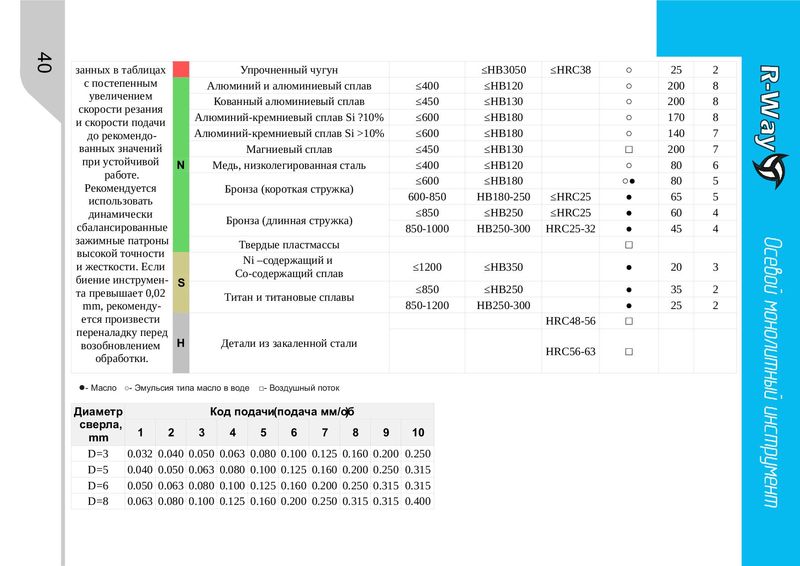
40 занных в таблицах Упрочненный чугун ≤HB3050 ≤HRC38 ○ 25 2 с постепенным Алюминий и алюминиевый сплав ≤400 ≤HB120 ○ 200 8 увеличением Кованный алюминиевый сплав ≤450 ≤HB130 ○ 200 8 скорости резания и скорости подачи Алюминий-кремниевый сплав Si ?10% ≤600 ≤HB180 ○ 170 8 до рекомендо- Алюминий-кремниевый сплав Si >10% ≤600 ≤HB180 ○ 140 7 ванных значений Магниевый сплав ≤450 ≤HB130 □ 200 7 при устойчивой N Медь, низколегированная сталь ≤400 ≤HB120 ○ 80 6 работе. ≤600 ≤HB180 ○● 80 5 Рекомендуется Бронза (короткая стружка) использовать 600-850 HB180-250 ≤HRC25 ● 65 5 динамически ≤850 ≤HB250 ≤HRC25 ● 60 4 сбалансированные Бронза (длинная стружка) 850-1000 HB250-300 HRC25-32 ● 45 4 зажимные патроны Твердые пластмассы □ высокой точности Ni –содержащий и и жесткости. Если Co-содержащий сплав ≤1200 ≤HB350 ● 20 3 биение инструмен- S та превышает 0,02 ≤850 ≤HB250 ● 35 2 Титан и титановые сплавы mm, рекоменду- 850-1200 HB250-300 ● 25 2 ется произвести HRC48-56 □ переналадку перед возобновлением H Детали из закаленной стали обработки. HRC56-63 □ ●- Масло ○- Эмульсия типа масло в воде □- Воздушный поток Диаметр Код подачи(подача мм/о)б сверла, mm 1 2 3 4 5 6 7 8 9 10 D=3 0.032 0.040 0.050 0.063 0.080 0.100 0.125 0.160 0.200 0.250 D=5 0.040 0.050 0.063 0.080 0.100 0.125 0.160 0.200 0.250 0.315 D=6 0.050 0.063 0.080 0.100 0.125 0.160 0.200 0.250 0.315 0.315 D=8 0.063 0.080 0.100 0.125 0.160 0.200 0.250 0.315 0.315 0.400