Общий каталог PRECITOOL - страница 816
Навигация
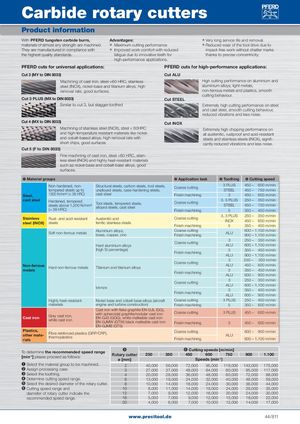
Carbide rotary cutters Product information With PFERD tungsten carbide burrs, Advantages: Very long service life and removal. materials of almost any strength are machined. Maximum cutting performance Reduced wear of the tool drive due to They are manufactured in compliance with Improved work comfort with reduced impact-free work without chatter marks the highest quality standards. fatigue due to innovative teeth for thanks to precise concentricity. high-performance applications. PFERD cuts for universal applications: PFERD cuts for high-performance applications: Cut 3 (MY to DIN 8033) Cut ALU Machining of cast iron, steel <60 HRC, stainless High cutting performance on aluminium and steel (INOX), nickel-base and titanium alloys, high aluminium alloys, light metals, removal rate, good surfaces. non-ferrous metals and plastics, smooth cutting behaviour. Cut 3 PLUS (MX to DIN 8033) Cut STEEL Similar to cut 3, but stagger-toothed Extremely high cutting performance on steel and cast steel, smooth cutting behaviour, reduced vibrations and less noise. Cut 4 (MX to DIN 8033) Cut INOX Machining of stainless steel (INOX), steel < 60HRC Extremely high chipping performance on and high-temperature resistant materials like nickel- all austenitic, rustproof and acid-resistant and cobalt-based alloys, high removal rate with steels and stainless steels (INOX), signifi- short chips, good surfaces cantly reduced vibrations and less noise. Cut 5 (F to DIN 8033) Fine machining of cast iron, steel <60 HRC, stain- less steel (INOX) and highly heat-resistant materials such as nickel-base and cobalt-base alloys, good surfaces. ➊ Material groups ➋ Application task ➌ Toothing ➍ Cutting speed Non-hardened, non-tempered steels up toStructural steels, carbon steels, tool steels,unalloyed steels, case-hardening steels,Coarse cutting3 PLUS450 – 600 m/minSTEEL450 – 750 m/min Steel, 1200 N/mm² (< 38 HRC) cast steel Finish machining 3 450 – 600 m/min cast steel Hardened, temperedsteels above 1,200 N/mm²(> 38 HRC)Tool steels, tempered steels,alloyed steels, cast steelCoarse cutting3, 3 PLUS250 – 350 m/minSTEEL450 – 750 m/minFinish machining5350 – 450 m/min 3, 3 PLUS 250 – 350 m/min Stainless Rust- and acid-resistant Austenitic andsteel (INOX)steelsferritic stainless steelsCoarse cutting INOX 450 – 600 m/min Finish machining 5 350 – 450 m/min Soft non-ferrous metals Aluminium alloys,brass, copper, zinc Coarse cuttingFinish machiningALU 600 – 1,100 m/min900 – 1,100 m/min Hard aluminium alloys Coarse cutting 3 250 – 350 m/minALU600 – 1,100 m/min (high Si percentage) 3 350 – 450 m/min Finish machining ALU 900 – 1,100 m/min 3 250 – 350 m/min Non-ferrous Hard non-ferrous metals Titanium and titanium alloysmetals Coarse cutting ALU 450 – 600 m/minFinish machining3350 – 450 m/minALU600 – 900 m/min Coarse cutting 3 250 – 350 m/min bronze ALU 600 – 1,100 m/minFinish machining3350 – 450 m/min ALU 600 – 900 m/min Highly heat-resistant Nickel base and cobalt base alloys (aircraft Coarse cutting 3 PLUS 250 – 450 m/min materials engine and turbine construction) Finish machining 5 350 – 600 m/min Cast iron with flake graphite EN-GJL (GG), Cast iron Grey cast iron,white cast ironwith spheroidal graphite/nodular cast iron Coarse cutting 3 PLUS 450 – 600 m/minEN-GJS (GGG), white malleable cast ironEN-GJMW (GTW) black malleable cast ironFinish machining3450 – 600 m/min EN-GJMB (GTS) Plastics,other mate-rialsFibre reinforced plastics (GRP/CRP),thermoplastics Coarse cutting 600 – 900 m/minALUFinish machining600 – 1,100 m/min To determine the recommended speed range ➎[min-1] please proceed as follows:Rotary cutter250ø [mm]➏ Cutting speeds [m/min]3504506007509001.100Speeds (min-1) ➊ Select the material group to be machined. 2 40,000 56,000 72,000 95,000 119,000 143,000 175,000 ➋ Assign processing case. 3 27,000 37,000 48,000 64,000 80,000 95,000 117,000 ➌ Select the toothing. 4 20,000 28,000 36,000 48,000 60,000 72,000 88,000 ➍ Determine cutting speed range. 6 13,000 19,000 24,000 32,000 40,000 48,000 59,000 ➎ Select the desired diameter of the rotary cutter. 8 10,000 14,000 18,000 24,000 30,000 36,000 44,000 ➏ Cutting speed range and 10 8,000 11,000 14,000 19,000 24,000 29,000 35,000 diameter of rotary cutter indicate the 12 7,000 9,000 12,000 16,000 20,000 24,000 30,000 recommended speed range. 16 5,000 7,000 9,000 12,000 15,000 18,000 22,000 20 4,000 6,000 7,000 10,000 12,000 14,000 17,000 www.precitool.de 44/811