Общий каталог OSG 2018 - 2019 - страница 318
Навигация
 Общий каталог OSG русский
Общий каталог OSG русский Общий каталог Somta
Общий каталог Somta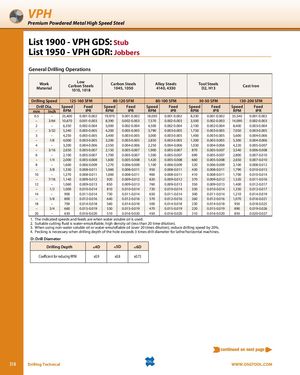
VPH Premium Powdered Metal High Speed Steel List 1900 - VPH GDS: Stub List 1950 - VPH GDR: Jobbers General Drilling Operations WorkMaterial LowCarbon Steels1010, 1018Carbon Steels1045, 1050Alloy Steels4140, 4330 Tool SteelsD2, H13 Cast Iron Drilling Speed 125-160 SFM 80-120 SFM 80-100 SFM 30-50 SFM 130-200 SFM Drill Dia. Speed Feed Speed Feed Speed Feed Speed Feed Speed Feed mm Inch RPM IPR RPM IPR RPM IPR RPM IPR RPM IPR 0.5 – 25,400 0.001-0.002 19,970 0.001-0.002 18,030 0.001-0.002 8,330 0.001-0.002 33,540 0.001-0.002 – 3/64 10,670 0.001-0.003 8,390 0.002-0.003 7,570 0.002-0.003 3,500 0.002-0.003 14,090 0.002-0.003 2 – 6,350 0.002-0.004 5,000 0.002-0.004 4,500 0.002-0.004 2,100 0.002-0.004 8,400 0.003-0.004 – 3/32 5,340 0.003-0.005 4,200 0.003-0.005 3,790 0.003-0.005 1,750 0.003-0.005 7,050 0.003-0.005 3 – 4,250 0.003-0.005 3,400 0.003-0.005 3,000 0.003-0.005 1,400 0.003-0.005 5,600 0.004-0.006 – 1/8 4,000 0.003-0.005 3,200 0.003-0.005 2,850 0.003-0.005 1,300 0.003-0.005 5,300 0.004-0.006 4 – 3,200 0.004-0.006 2,550 0.004-0.006 2,250 0.004-0.006 1,030 0.004-0.006 4,220 0.005-0.007 – 3/16 2,650 0.005-0.007 2,150 0.005-0.007 1,900 0.005-0.007 870 0.005-0.007 3,540 0.006-0.008 6 – 2,100 0.005-0.007 1,700 0.005-0.007 1,500 0.005-0.007 690 0.005-0.007 2,800 0.007-0.010 – 1/4 2,000 0.005-0.008 1,600 0.005-0.008 1,420 0.005-0.008 660 0.005-0.008 2,650 0.007-0.010 8 – 1,600 0.006-0.009 1,270 0.006-0.009 1,100 0.006-0.009 520 0.006-0.009 2,100 0.008-0.012 – 3/8 1,330 0.008-0.011 1,060 0.008-0.011 950 0.008-0.011 430 0.008-0.011 1,790 0.010-0.013 10 – 1,270 0.008-0.011 1,000 0.008-0.011 900 0.008-0.011 410 0.008-0.011 1,700 0.010-0.014 – 7/16 1,140 0.009-0.012 920 0.009-0.012 820 0.009-0.012 370 0.009-0.012 1,520 0.011-0.016 12 – 1,060 0.009-0.013 850 0.009-0.013 760 0.009-0.013 350 0.009-0.013 1,400 0.012-0.017 – 1/2 1,000 0.010-0.014 810 0.010-0.014 720 0.010-0.014 330 0.010-0.014 1,330 0.012-0.017 14 – 900 0.011-0.014 730 0.011-0.014 650 0.011-0.014 300 0.011-0.014 1,210 0.014-0.019 – 5/8 800 0.012-0.016 640 0.012-0.016 570 0.012-0.016 260 0.012-0.016 1,070 0.016-0.021 18 – 700 0.014-0.018 560 0.014-0.018 500 0.014-0.018 230 0.014-0.018 950 0.018-0.025 – 3/4 660 0.015-0.019 530 0.015-0.019 470 0.015-0.019 220 0.015-0.019 890 0.019-0.026 20 – 630 0.016-0.020 510 0.016-0.020 450 0.016-0.020 210 0.016-0.020 850 0.020-0.027 1. The indicated speeds and feeds are when water soluble oil is used. 2. Suitable cutting fluid is water-emulsifiable, high density oil (less than 20 time dilution). 3. When using non-water soluble oil or water-emulsifiable oil (over 20 times dilution), reduce drilling speed by 20%. 4. Pecking is necessary when drilling depth of the hole exceeds 3 times drill diameter for lathe/horizontal machines. D: Drill Diameter Drilling Depth ≤4D ≤5D ≤6D Coefficient for reducing RPM x0.9 x0.8 x0.75 318 Drilling Technical WWW.OSGTOOL.COM