Общий каталог OSG 2018 - 2019 - страница 1298
Навигация
 Общий каталог OSG русский
Общий каталог OSG русский Общий каталог Somta
Общий каталог Somta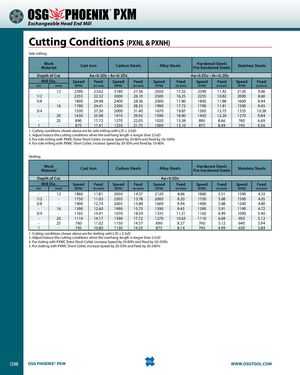
® PXM Exchangeable Head End Mill Cutting Conditions (PXNL & PXNH) Side milling WorkMaterial Cast Iron Carbon Steels Alloy Steels Hardened SteelsPre-hardened SteelsStainless Steels Depth of Cut Aa=0.5Dc • Ar=0.3Dc Aa=0.5Dc • Ar=0.2Dc Mill Dia. Speed Feed Speed Feed Speed Feed Speed Feed Speed Feed (in) (mm) (RPM) (in/min) (RPM) (in/min) (RPM) (in/min) (RPM) (in/min) (RPM) (in/min) - 12 2390 23.62 3180 27.56 2650 17.32 2390 11.42 2120 9.06 1/2 - 2255 22.32 3000 26.10 2500 16.25 2255 10.82 2000 8.60 5/8 - 1800 24.48 2400 28.56 2000 17.80 1800 11.88 1600 9.44 - 16 1790 24.41 2390 28.35 1990 17.72 1790 11.81 1590 9.45 3/4 - 1500 27.30 2000 31.40 1670 19.87 1500 12.75 1335 10.28 - 20 1430 25.98 1910 29.92 1590 18.90 1430 12.20 1270 9.84 - 25 890 17.72 1270 22.05 1020 13.38 890 8.66 760 6.69 1 - 875 17.41 1250 21.75 1000 13.10 875 8.49 745 6.56 1. Cutting conditions shown above are for side milling with L/D ≤ 3.5xD 2. Adjust/reduce the cutting conditions when the overhang length is longer than 3.5xD 3. For side milling with PXMC Extra-Short Collet, increase Speed by 20-80% and Feed by 20-100% 4. For side milling with PXMC Short Collet, increase Speed by 30-50% and Feed by 10-80% Slotting WorkMaterial Cast Iron Carbon Steels Alloy Steels Hardened SteelsPre-hardened SteelsStainless Steels Depth of Cut Aa=0.5Dc Mill Dia. Speed Feed Speed Feed Speed Feed Speed Feed Speed Feed (in) (mm) (RPM) (in/min) (RPM) (in/min) (RPM) (in/min) (RPM) (in/min) (RPM) (in/min) - 12 1860 11.81 2650 14.57 2120 8.66 1860 5.51 1590 4.33 1/2 - 1750 11.03 2505 13.78 2000 8.20 1750 5.08 1500 4.05 5/8 - 1400 12.74 2005 15.84 1600 9.44 1400 5.88 1200 4.80 - 16 1390 12.60 1990 15.75 1590 9.45 1390 5.91 1190 4.72 3/4 - 1165 14.91 1670 18.54 1335 11.21 1165 6.99 1000 5.40 - 20 1110 14.17 1590 17.72 1270 10.63 1110 6.69 950 5.12 - 25 760 11.02 1150 14.57 890 8.27 760 5.12 640 3.94 1 - 745 10.80 1130 14.35 875 8.14 745 4.99 630 3.84 1. Cutting conditions shown above are for slotting with L/D ≤ 3.5xD 2. Adjust/reduce the cutting conditions when the overhang length is longer than 3.5xD 4. For sloting with PXMC Extra-Short Collet, increase Speed by 20-80% and Feed by 50-250% 5. For slotting with PXMC Short Collet, increase Speed by 20-50% and Feed by 30-200% 1298 OSG PHOENIX® PXM WWW.OSGTOOL.COM