Общий каталог OSG 2018 - 2019 - страница 1270
Навигация
 Общий каталог OSG русский
Общий каталог OSG русский Общий каталог Somta
Общий каталог Somta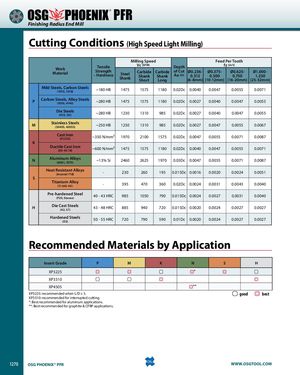
® PFR Finishing Radius End Mill Cutting Conditions (High Speed Light Milling) Milling Speed Feed Per Tooth WorkMaterial Tensile Vc (SFM) Depth fz (in/t)Strength– HardnessSteelShankCarbideCarbideof CutØ0.236-Ø0.375-Ø0.625-Ø1.000-ShankShankAa (in)0.3120.5000.7501.250ShortLong[6-8mm][10-12mm][16-20mm][25-32mm] Mild Steels, Carbon Steels(1010, 1018)~180 HB 1475 1575 1180 0.02Dc 0.0040 0.0047 0.0055 0.0071 P Carbon Steels, Alloy Steels(1050, 4140)~280 HB 1475 1575 1180 0.02Dc 0.0027 0.0040 0.0047 0.0055 Die Steels(H13, D2) ~280 HB 1230 1310 985 0.02Dc 0.0027 0.0040 0.0047 0.0055 M Stainless Steels(304SS, 420SS) ~250 HB 1230 1310 985 0.02Dc 0.0027 0.0047 0.0055 0.0067 Cast Iron(FC250) ~350 N/mm² 1970 2100 1575 0.02Dc 0.0047 0.0055 0.0071 0.0087 K Ductile Cast Iron(60-40-18) ~600 N/mm² 1475 1575 1180 0.02Dc 0.0040 0.0047 0.0055 0.0071 N Aluminum Alloys(6061, 7075) ~13% Si 2460 2625 1970 0.03Dc 0.0047 0.0055 0.0071 0.0087 Heat Resistant Alloys(Inconel 718) - 230 260 195 0.015Dc 0.0016 0.0020 0.0024 0.0051 S Titanium Alloy(Ti-6Al-4V) - 395 470 360 0.02Dc 0.0024 0.0031 0.0043 0.0040 Pre-hardened Steel(P20, Stavax) 40 - 43 HRC 985 1050 790 0.015Dc 0.0024 0.0027 0.0031 0.0040 H Die Cast Steels(A2, S7) 43 - 48 HRC 885 940 720 0.015Dc 0.0020 0.0024 0.0027 0.0027 Hardened Steels(D2) 50 - 55 HRC 720 790 590 0.01Dc 0.0020 0.0024 0.0027 0.0027 Recommended Materials by Application Insert Grade P M K N S H XP3225 * XP3310 XP4505 ** XP3225: recommended when L/D ≥ 5. good best XP3310: recommended for interrupted cutting. *: Best recommended for aluminum applications. **: Best recommended for graphite & CFRP applications. 1270 OSG PHOENIX® PFR WWW.OSGTOOL.COM