Общий каталог OSG 2018 - 2019 - страница 1135
Навигация
 Общий каталог OSG русский
Общий каталог OSG русский Общий каталог Somta
Общий каталог Somta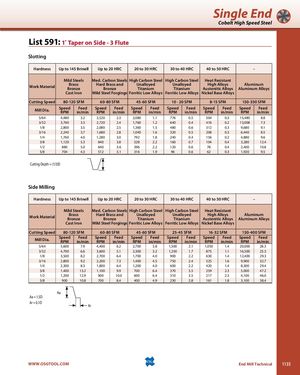
Single End Cobalt High Speed Steel List 591: 1˚ Taper on Side - 3 Flute Slotting Hardness Up to 145 Brinell Up to 20 HRC 20 to 30 HRC 30 to 40 HRC 40 to 50 HRC – Mild Steels Med. Carbon Steels High Carbon Steel High Carbon Steel Heat Resistant Work Material BrassBronze Hard Brass and UnalloyedBronzeTitaniumUnalloyed High Alloys AluminumTitaniumAustenitic AlloysAluminum Alloys Cast Iron Mild Steel Forgings Ferritic Low Alloys Ferritic Low Alloys Nickel Base Alloys Cutting Speed 80-120 SFM 60-80 SFM 45-60 SFM 10 - 20 SFM 8-15 SFM 150-350 SFM Mill Dia. Speed Feed Speed Feed Speed Feed Speed Feed Speed Feed Speed FeedRPMin/minRPMin/minRPMin/minRPMin/minRPMin/minRPMin/min 5/64 4,480 3.2 3,520 2.3 2,080 1.1 776 0.5 504 0.3 15,480 8.8 3/32 3,760 3.3 2,720 2.4 1,760 1.2 640 0.4 416 0.2 13,008 7.3 1/8 2,800 3.5 2,080 2.5 1,360 1.5 480 0.6 312 0.3 9,680 9.1 3/16 2,240 3.7 1,680 2.8 1,040 1.6 320 0.5 208 0.3 6,440 8.5 1/4 1,760 4.0 1,280 3.0 792 1.8 240 0.4 156 0.2 4,880 9.6 3/8 1,120 5.3 840 3.8 528 2.2 160 0.7 104 0.4 3,280 12.4 1/2 880 5.0 640 3.6 396 2.2 120 0.6 78 0.4 2,400 10.8 5/8 704 4.3 512 3.1 316 1.9 96 0.6 62 0.3 1,920 9.5 Cutting Depth = (1/3)D Side Milling Hardness Up to 145 Brinell Up to 20 HRC 20 to 30 HRC 30 to 40 HRC 40 to 50 HRC – Mild Steels Med. Carbon Steels High Carbon Steel High Carbon Steel Heat Resistant Work Material BrassBronze Hard Brass and UnalloyedBronzeTitaniumUnalloyed High Alloys AluminumTitaniumAustenitic AlloysAluminum Alloys Cast Iron Mild Steel Forgings Ferritic Low Alloys Ferritic Low Alloys Nickel Base Alloys Cutting Speed 80-120 SFM 60-80 SFM 45-60 SFM 25-45 SFM 16-32 SFM 150-400 SFM Mill Dia. Speed Feed Speed Feed Speed Feed Speed Feed Speed Feed Speed FeedRPMin/minRPMin/minRPMin/minRPMin/minRPMin/minRPMin/min 5/64 5,600 7.9 4,400 6.2 2,700 3.8 1,500 2.1 1,050 1.4 20,000 28.3 3/32 4,700 6.6 3,600 5.1 2,300 3.2 1,250 1.7 875 1.1 16,500 23.3 1/8 3,500 8.2 2,700 6.4 1,700 4.0 900 2.2 630 1.4 12,400 29.3 3/16 2,800 9.2 2,200 7.3 1,400 4.5 750 2.4 525 1.6 9,900 32.7 1/4 2,300 8.3 1,800 6.4 1,200 4.0 600 2.2 420 1.4 8,300 29.4 3/8 1,400 13.2 1,100 9.9 700 6.4 370 3.5 259 2.3 5,000 47.2 1/2 1,200 12.9 900 10.0 600 6.4 310 3.5 217 2.3 4,100 46.0 5/8 900 10.8 700 8.4 400 4.9 230 2.8 161 1.8 3,100 38.4 Aa Aa = 1.5D Ar = 0.1D Ar WWW.OSGTOOL.COM End Mill Technical 1135