Общий каталог OSG 2018 - 2019 - страница 1107
Навигация
 Общий каталог OSG русский
Общий каталог OSG русский Общий каталог Somta
Общий каталог Somta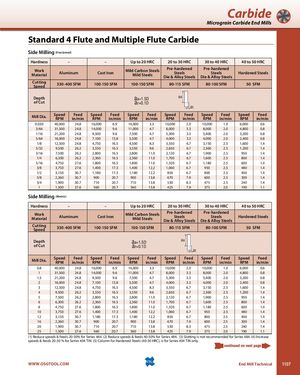
Carbide Micrograin Carbide End Mills Standard 4 Flute and Multiple Flute Carbide Side Milling (Fractional) Hardness – – Up to 20 HRC 20 to 30 HRC 30 to 40 HRC 40 to 50 HRC WorkMaterial Aluminum Cast Iron Mild Carbon SteelsMild SteelsPre-hardenedSteelsDie & Alloy SteelsPre-hardenedSteelsDie & Alloy SteelsHardened Steels CuttingSpeed 330-400 SFM 100-150 SFM 100-150 SFM 80-115 SFM 80-100 SFM 50 SFM Depthof Cut aaar==01..15DD Mill Dia. SpeedRPM Feedin/minSpeedRPM Feedin/minSpeedRPM Feedin/minSpeedRPM Feedin/min SpeedRPM Feedin/minSpeedRPM Feedin/min 0.030 40,000 24.8 16,000 6.9 14,000 3.3 10,000 2.0 10,000 1.0 6,000 0.6 3/64 31,500 24.8 14,000 9.6 11,000 4.7 8,000 3.3 8,000 2.0 4,800 0.8 1/16 21,200 24.8 9,500 9.6 7,500 4.7 5,300 3.3 5,400 2.0 3,200 0.8 5/64 16,000 24.8 7,100 13.8 5,500 4.7 4,000 3.3 4,000 2.0 2,400 0.8 1/8 12,500 24.8 4,750 16.5 4,500 8.3 3,550 6.7 3,150 2.5 1,600 1.4 5/32 9,500 26.2 3,550 16.5 3,550 9.6 2,650 6.7 2,360 2.5 1,200 1.4 3/16 7,500 26.2 2,800 16.5 2,800 11.0 2,120 6.7 1,900 2.5 950 1.4 1/4 6,300 26.2 2,360 16.5 2,360 11.0 1,700 6.7 1,600 2.5 800 1.4 5/16 4,750 27.6 1,800 16.5 1,800 11.0 1,320 6.7 1,180 2.5 600 1.4 3/8 3,750 27.6 1,400 17.3 1,400 12.2 1,060 6.7 950 2.5 480 1.4 1/2 3,150 30.7 1,180 17.3 1,180 12.2 850 6.7 800 2.5 400 1.4 5/8 2,360 30.7 900 20.7 900 13.8 670 7.9 600 2.5 300 1.4 3/4 1,900 30.7 710 20.7 710 13.8 530 8.3 475 2.5 240 1.4 1 1,500 27.6 560 20.7 560 13.8 425 7.9 375 2.0 190 1.1 Side Milling (Metric) Hardness – – Up to 20 HRC 20 to 30 HRC 30 to 40 HRC 40 to 50 HRC WorkMaterial Aluminum Cast Iron Mild Carbon SteelsMild SteelsPre-hardenedSteelsDie & Alloy SteelsPre-hardenedSteelsDie & Alloy SteelsHardened Steels CuttingSpeed 330-400 SFM 100-150 SFM 100-150 SFM 80-115 SFM 80-100 SFM 50 SFM Depthof Cut aaar==01..15DD Mill Dia. SpeedRPM Feedin/minSpeedRPM Feedin/minSpeedRPM Feedin/minSpeedRPM Feedin/min SpeedRPM Feedin/minSpeedRPM Feedin/min 0.8 40,000 24.8 16,000 6.9 14,000 3.3 10,000 2.0 10,000 1.0 6,000 0.6 1 31,500 24.8 14,000 9.6 11,000 4.7 8,000 3.3 8,000 2.0 4,800 0.8 1.5 21,200 24.8 9,500 9.6 7,500 4.7 5,300 3.3 5,400 2.0 3,200 0.8 2 16,000 24.8 7,100 13.8 5,500 4.7 4,000 3.3 4,000 2.0 2,400 0.8 3 12,500 24.8 4,750 16.5 4,500 8.3 3,550 6.7 3,150 2.5 1,600 1.4 4 9,500 26.2 3,550 16.5 3,550 9.6 2,650 6.7 2,360 2.5 1,200 1.4 5 7,500 26.2 2,800 16.5 2,800 11.0 2,120 6.7 1,900 2.5 950 1.4 6 6,300 26.2 2,360 16.5 2,360 11.0 1,700 6.7 1,600 2.5 800 1.4 8 4,750 27.6 1,800 16.5 1,800 11.0 1,320 6.7 1,180 2.5 600 1.4 10 3,750 27.6 1,400 17.3 1,400 12.2 1,060 6.7 950 2.5 480 1.4 12 3,150 30.7 1,180 17.3 1,180 12.2 850 6.7 800 2.5 400 1.4 16 2,360 30.7 900 20.7 900 13.8 670 7.9 600 2.5 300 1.4 20 1,900 30.7 710 20.7 710 13.8 530 8.3 475 2.5 240 1.4 25 1,500 27.6 560 20.7 560 13.8 425 7.9 375 2.0 190 1.1 (1) Reduce speeds & feeds 20-30% for Series 464. (2) Reduce speeds & feeds 40-50% for Series 484. (3) Slotting is not recommended for Series 484. (4) Increase speeds & feeds 20-30 % for Series 404 TiN. (5) Column for Hardened Steels (40-50 HRC), is for Series 404 TiN only. WWW.OSGTOOL.COM End Mill Technical 1107