Общий каталог OSG 2018 - 2019 - страница 1018
Навигация
 Общий каталог OSG русский
Общий каталог OSG русский Общий каталог Somta
Общий каталог Somta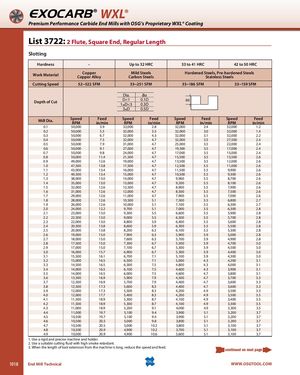
EXOCARB® WXL® Premium Performance Carbide End Mills with OSG’s Proprietary WXL® Coating List 3722: 2 Flute, Square End, Regular Length Slotting Hardness – Up to 32 HRC 33 to 41 HRC 42 to 50 HRC Work Material CopperCopper Alloy Mild SteelsCarbon Steels Hardened Steels, Pre-hardened SteelsStainless Steels Cutting Speed 52~522 SFM 33~251 SFM 33~186 SFM 33~159 SFM Dia. aa Depth of Cut D<1 0.1D1≤D<30.3D 3≤D 0.5D Mill Dia. Speed Feed Speed Feed Speed Feed Speed FeedRPMin/minRPMin/minRPMin/minRPMin/min 0.1 50,000 3.9 32,000 2.8 32,000 2.4 32,000 1.2 0.2 50,000 5.5 32,000 3.5 32,000 3.0 32,000 1.4 0.3 50,000 6.7 32,000 4.3 32,000 3.1 32,000 2.2 0.4 50,000 7.5 32,000 4.7 32,000 3.5 27,500 2.4 0.5 50,000 7.9 31,000 4.7 25,000 3.5 22,000 2.4 0.6 50,000 9.1 27,000 4.7 19,500 3.5 17,000 2.4 0.7 50,000 9.8 24,000 4.7 17,000 3.5 15,000 2.4 0.8 50,000 11.4 21,500 4.7 15,500 3.5 13,500 2.6 0.9 49,000 12.6 19,000 4.7 13,500 3.5 12,000 2.6 1.0 47,500 13.8 17,500 4.7 12,500 3.5 11,000 2.6 1.1 43,000 13.4 16,000 4.7 11,500 3.5 9,900 2.6 1.2 40,500 13.4 15,000 4.7 10,500 3.5 9,300 2.6 1.3 38,000 13.0 14,000 4.7 9,900 3.5 8,700 2.6 1.4 35,000 13.0 13,000 4.7 9,200 3.5 8,100 2.6 1.5 32,000 12.6 12,500 4.7 8,900 3.5 7,900 2.6 1.6 31,000 12.6 12,000 4.7 8,500 3.5 7,500 2.6 1.7 29,000 12.6 11,000 4.7 7,900 3.5 7,000 2.6 1.8 28,000 12.6 10,500 5.1 7,500 3.5 6,800 2.7 1.9 26,000 12.6 10,000 5.1 7,100 3.5 6,300 2.7 2.0 24,000 12.2 9,700 5.1 7,000 3.5 6,300 2.8 2.1 23,000 13.0 9,300 5.5 6,600 3.5 5,900 2.8 2.2 22,500 13.0 9,000 5.5 6,500 3.5 5,700 2.8 2.3 22,000 13.0 8,800 5.9 6,400 3.5 5,600 2.8 2.4 20,500 13.8 8,600 5.9 6,300 3.5 5,500 2.8 2.5 20,000 13.8 8,200 6.3 6,100 3.5 5,300 2.8 2.6 19,000 15.0 7,900 6.3 5,900 3.9 5,000 2.8 2.7 18,000 15.0 7,600 6.3 5,700 3.9 4,900 2.8 2.8 17,500 15.0 7,300 6.7 5,500 3.9 4,700 3.0 2.9 17,000 15.0 7,100 6.7 5,300 3.9 4,500 3.0 3.0 16,000 15.7 6,900 6.7 5,300 3.9 4,400 3.0 3.1 15,500 16.1 6,700 7.1 5,100 3.9 4,300 3.0 3.2 15,000 16.5 6,500 7.1 5,000 4.3 4,200 3.1 3.3 14,500 16.5 6,300 7.5 4,800 4.3 4,000 3.1 3.4 14,000 16.5 6,100 7.5 4,600 4.3 3,900 3.1 3.5 14,000 16.5 6,000 7.5 4,600 4.7 3,800 3.1 3.6 13,500 16.9 5,900 7.9 4,500 4.7 3,700 3.3 3.7 12,500 16.9 5,700 7.9 4,400 4.7 3,600 3.3 3.8 12,500 17.3 5,600 8.3 4,400 4.7 3,600 3.3 3.9 12,000 17.3 5,500 8.3 4,200 4.9 3,500 3.3 4.0 12,000 17.7 5,400 8.3 4,200 4.9 3,500 3.5 4.1 11,500 18.9 5,300 8.7 4,100 4.9 3,400 3.5 4.2 11,500 18.9 5,300 8.7 4,100 4.9 3,300 3.5 4.3 11,000 18.9 5,200 9.1 4,000 4.9 3,300 3.5 4.4 11,000 19.7 5,100 9.4 3,900 5.1 3,200 3.7 4.5 10,500 19.7 5,100 9.4 3,900 5.1 3,200 3.7 4.6 10,500 20.5 5,000 9.8 3,800 5.1 3,200 3.7 4.7 10,500 20.5 5,000 10.2 3,800 5.1 3,100 3.7 4.8 10,500 20.9 4,900 10.2 3,700 5.1 3,100 3.7 4.9 10,000 20.9 4,900 10.6 3,600 5.1 3,100 3.7 1. Use a rigid and precise machine and holder. 2. Use a suitable cutting fluid with high smoke retardant. 3. When the length of tool extension from the machine is long, reduce the speed and feed. 1018 End Mill Technical WWW.OSGTOOL.COM