Общий каталог Osawa 2018 - страница 66
Навигация
 Общий каталог Osawa 2021
Общий каталог Osawa 2021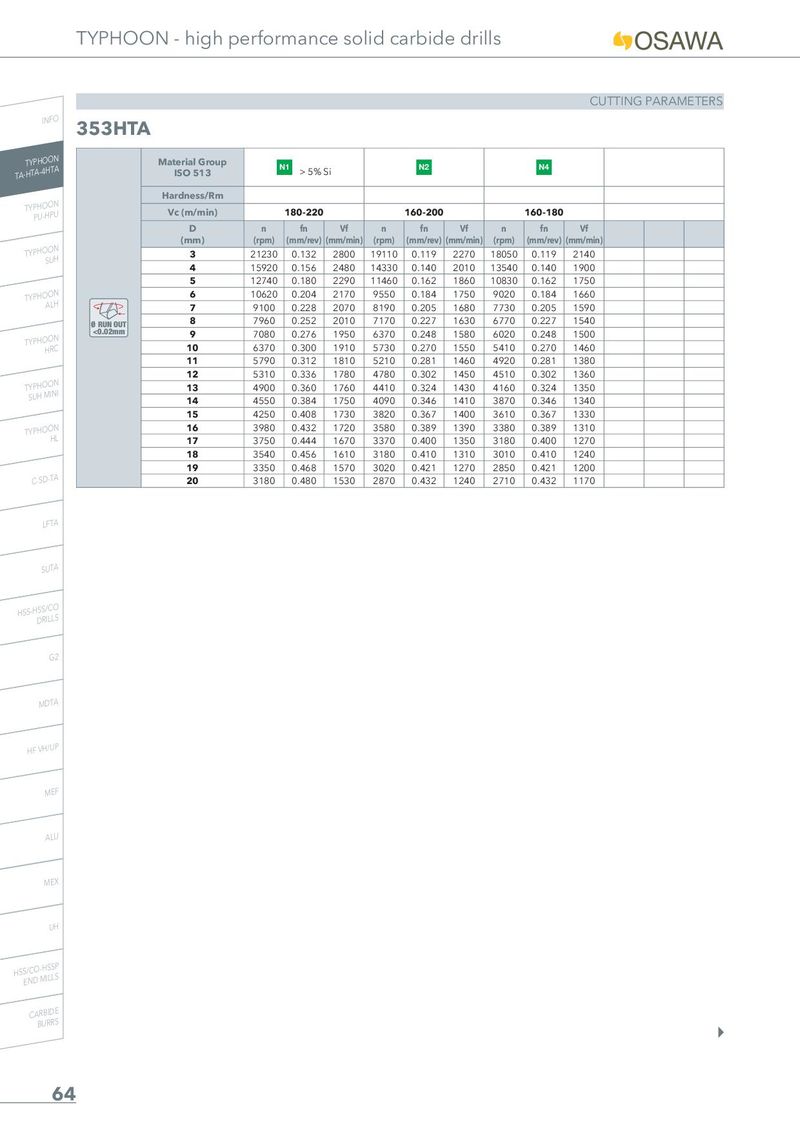
TYPHOON - high performance solid carbide drills CUTTING PARAMETERS INFO 353HTA TA-THYTPAH-4OHOTNA Material Group N1 N2 N4 ISO 513 > 5% Si Hardness/Rm TYPPHUO-HOPNU Vc (m/min) 180-220 160-200 160-180 D n fn Vf n fn Vf n fn Vf (mm) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) TYPHOSOUNH 3 21230 0.132 2800 19110 0.119 2270 18050 0.119 2140 4 15920 0.156 2480 14330 0.140 2010 13540 0.140 1900 5 12740 0.180 2290 11460 0.162 1860 10830 0.162 1750 TYPHOAOLNH 6 10620 0.204 2170 9550 0.184 1750 9020 0.184 1660 7 9100 0.228 2070 8190 0.205 1680 7730 0.205 1590 Ø RUN OUT 8 7960 0.252 2010 7170 0.227 1630 6770 0.227 1540 TYPHOHORNC <0.02mm 9 7080 0.276 1950 6370 0.248 1580 6020 0.248 1500 10 6370 0.300 1910 5730 0.270 1550 5410 0.270 1460 11 5790 0.312 1810 5210 0.281 1460 4920 0.281 1380 12 5310 0.336 1780 4780 0.302 1450 4510 0.302 1360 TSYUPHHOMOINNI 13 4900 0.360 1760 4410 0.324 1430 4160 0.324 1350 14 4550 0.384 1750 4090 0.346 1410 3870 0.346 1340 15 4250 0.408 1730 3820 0.367 1400 3610 0.367 1330 TYPHOOHNL 16 3980 0.432 1720 3580 0.389 1390 3380 0.389 1310 17 3750 0.444 1670 3370 0.400 1350 3180 0.400 1270 18 3540 0.456 1610 3180 0.410 1310 3010 0.410 1240 19 3350 0.468 1570 3020 0.421 1270 2850 0.421 1200 C-SD-TA 20 3180 0.480 1530 2870 0.432 1240 2710 0.432 1170 LFTA SUTA HSS-HDSSR/ILCLOS G2 MDTA HF VH/UP MEF ALU MEX UH HSSE/NCDO-MHISLSLPS CARBIDE BURRS 64