Общий каталог Osawa 2018 - страница 381
Навигация
 Общий каталог Osawa 2021
Общий каталог Osawa 2021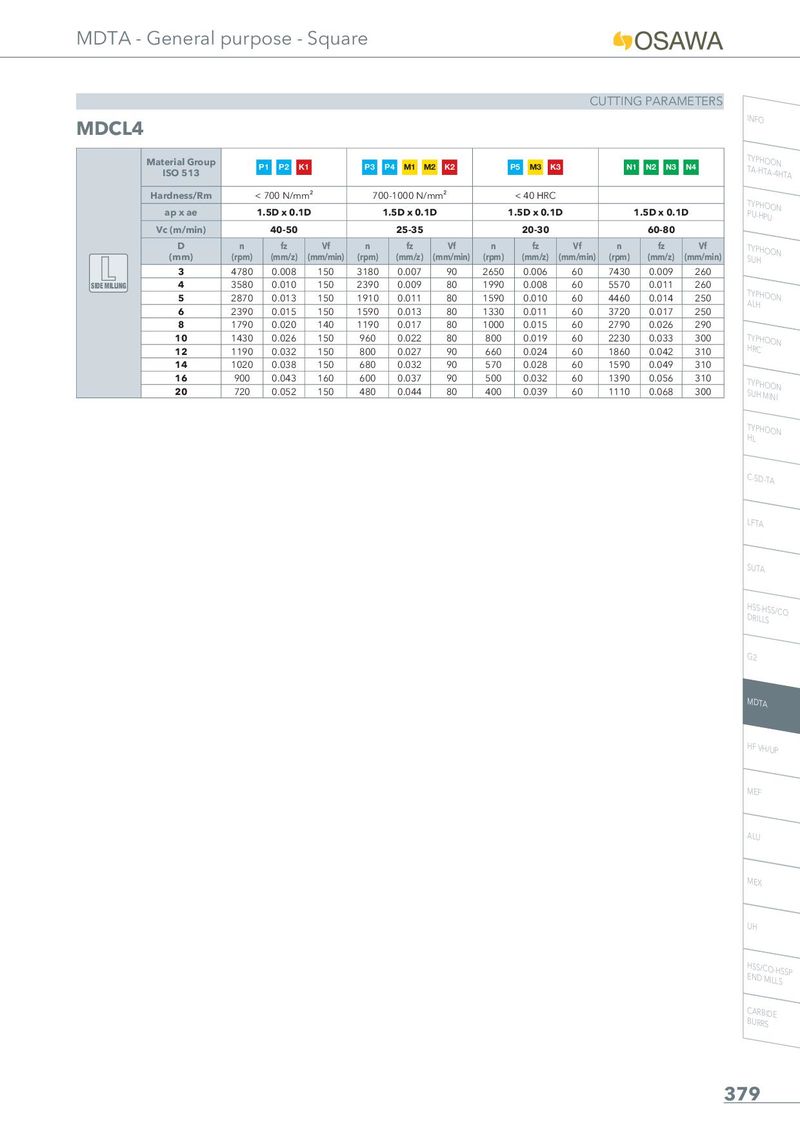
MDTA - General purpose - Square CUTTING PARAMETERS MDCL4 INFO Material Group P1 P2 K1 P3 P4 M1 M2 K2 P5 M3 K3 N1 N2 N3 N4 TTYAP-HHTOAO-4NHTA ISO 513 Hardness/Rm < 700 N/mm² 700-1000 N/mm² < 40 HRC TPYUP-HHPOUON ap x ae 1.5D x 0.1D 1.5D x 0.1D 1.5D x 0.1D 1.5D x 0.1D Vc (m/min) 40-50 25-35 20-30 60-80 D n fz Vf n fz Vf n fz Vf n fz Vf TSUYPHHOON (mm) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) 3 4780 0.008 150 3180 0.007 90 2650 0.006 60 7430 0.009 260 SIDE MILLING 4 3580 0.010 150 2390 0.009 80 1990 0.008 60 5570 0.011 260 TAYLPHHOON 5 2870 0.013 150 1910 0.011 80 1590 0.010 60 4460 0.014 250 6 2390 0.015 150 1590 0.013 80 1330 0.011 60 3720 0.017 250 8 1790 0.020 140 1190 0.017 80 1000 0.015 60 2790 0.026 290 10 1430 0.026 150 960 0.022 80 800 0.019 60 2230 0.033 300 THYRPCHOON 12 1190 0.032 150 800 0.027 90 660 0.024 60 1860 0.042 310 14 1020 0.038 150 680 0.032 90 570 0.028 60 1590 0.049 310 16 900 0.043 160 600 0.037 90 500 0.032 60 1390 0.056 310 TSUYPHHMOIONIN 20 720 0.052 150 480 0.044 80 400 0.039 60 1110 0.068 300 THYLPHOON C-SD-TA LFTA SUTA HDSRSIL-LHSSS/CO G2 MDTA HF VH/UP MEF ALU MEX UH HENSSD/CMOIL-LHSSSP CBUARRRBSIDE 379