Общий каталог Osawa 2018 - страница 346
Навигация
 Общий каталог Osawa 2021
Общий каталог Osawa 2021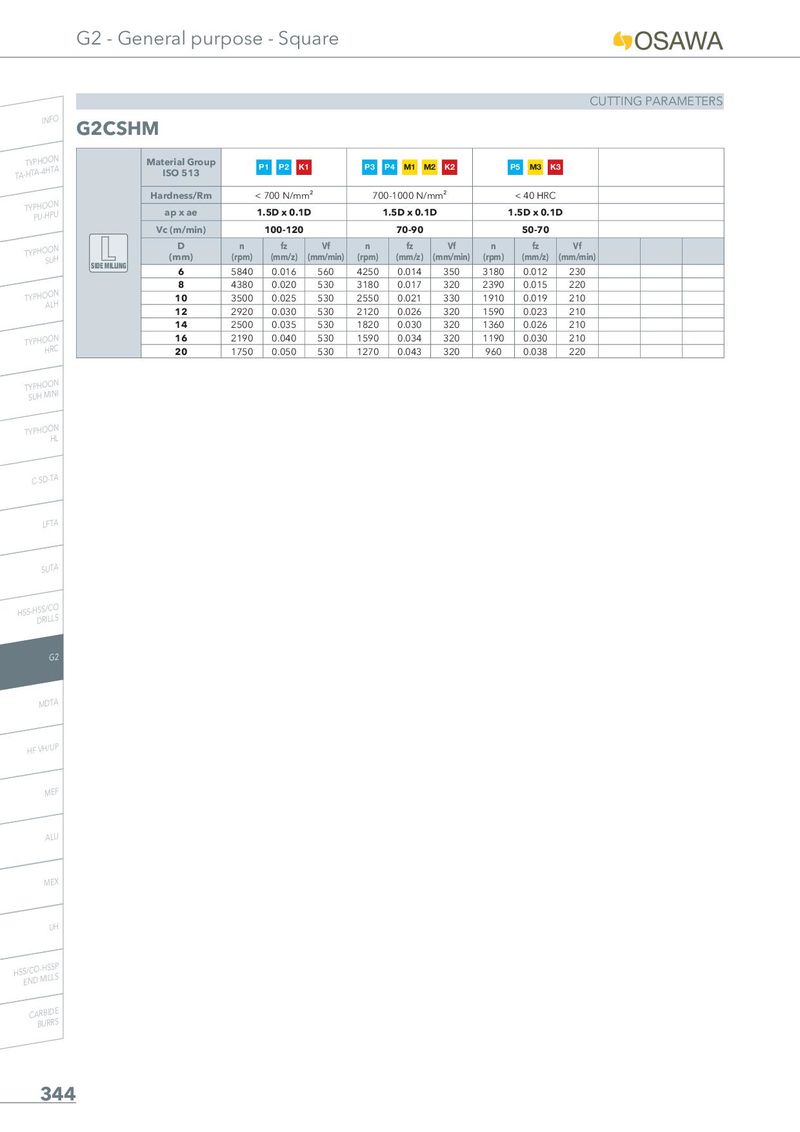
G2 - General purpose - Square CUTTING PARAMETERS INFO G2CSHM TA-THYTPAH-4OHOTNA Material Group P1 P2 K1 P3 P4 M1 M2 K2 P5 M3 K3 ISO 513 Hardness/Rm < 700 N/mm² 700-1000 N/mm² < 40 HRC TYPPHUO-HOPNU ap x ae 1.5D x 0.1D 1.5D x 0.1D 1.5D x 0.1D Vc (m/min) 100-120 70-90 50-70 TYPHOSOUNH D n fz Vf n fz Vf n fz Vf (mm) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) SIDE MILLING 6 5840 0.016 560 4250 0.014 350 3180 0.012 230 8 4380 0.020 530 3180 0.017 320 2390 0.015 220 TYPHOAOLNH 10 3500 0.025 530 2550 0.021 330 1910 0.019 210 12 2920 0.030 530 2120 0.026 320 1590 0.023 210 14 2500 0.035 530 1820 0.030 320 1360 0.026 210 TYPHOHORNC 16 2190 0.040 530 1590 0.034 320 1190 0.030 210 20 1750 0.050 530 1270 0.043 320 960 0.038 220 TSYUPHHOMOINNI TYPHOOHNL C-SD-TA LFTA SUTA HSS-HDSSR/ILCLOS G2 MDTA HF VH/UP MEF ALU MEX UH HSSE/NCDO-MHISLSLPS CARBIDE BURRS 344