Общий каталог Osawa 2018 - страница 299
Навигация
 Общий каталог Osawa 2021
Общий каталог Osawa 2021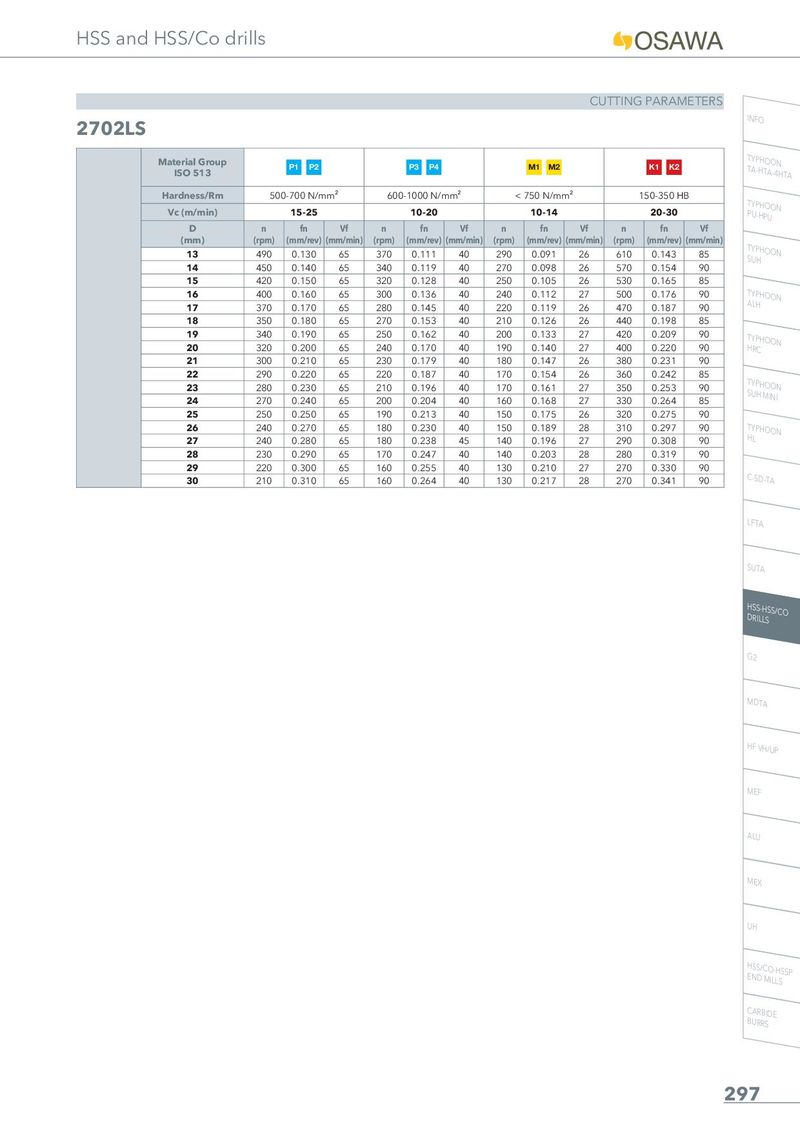
HSS and HSS/Co drills CUTTING PARAMETERS INFO 2702LS TYPHOO Material Group P1 P2 P3 P4 M1 M2 K1 K2 N TA-HTA-4 ISO 513 HTA Hardness/Rm 500-700 N/mm² 600-1000 N/mm² < 750 N/mm² 150-350 HB TYPHOO N Vc (m/min) 15-25 10-20 10-14 20-30 PU-HPU D n fn Vf n fn Vf n fn Vf n fn Vf (mm) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) TYPHOO 13 490 0.130 65 370 0.111 40 290 0.091 26 610 0.143 85 N SUH 14 450 0.140 65 340 0.119 40 270 0.098 26 570 0.154 90 15 420 0.150 65 320 0.128 40 250 0.105 26 530 0.165 85 16 400 0.160 65 300 0.136 40 240 0.112 27 500 0.176 90 TYPHOO N ALH 17 370 0.170 65 280 0.145 40 220 0.119 26 470 0.187 90 18 350 0.180 65 270 0.153 40 210 0.126 26 440 0.198 85 19 340 0.190 65 250 0.162 40 200 0.133 27 420 0.209 90 TYPHOO N 20 320 0.200 65 240 0.170 40 190 0.140 27 400 0.220 90 HRC 21 300 0.210 65 230 0.179 40 180 0.147 26 380 0.231 90 22 290 0.220 65 220 0.187 40 170 0.154 26 360 0.242 85 TYPHOO 23 280 0.230 65 210 0.196 40 170 0.161 27 350 0.253 90 N SUH MIN 24 270 0.240 65 200 0.204 40 160 0.168 27 330 0.264 85 I 25 250 0.250 65 190 0.213 40 150 0.175 26 320 0.275 90 26 240 0.270 65 180 0.230 40 150 0.189 28 310 0.297 90 TYPHOO N 27 240 0.280 65 180 0.238 45 140 0.196 27 290 0.308 90 HL 28 230 0.290 65 170 0.247 40 140 0.203 28 280 0.319 90 29 220 0.300 65 160 0.255 40 130 0.210 27 270 0.330 90 C-SD-TA 30 210 0.310 65 160 0.264 40 130 0.217 28 270 0.341 90 LFTA SUTA HSS-HSS /CO DRILLS G2 MDTA HF VH/U P MEF ALU MEX UH HSS/CO -HSSP END MIL LS CARBIDE BURRS 297