Общий каталог Osawa 2018 - страница 291
Навигация
 Общий каталог Osawa 2021
Общий каталог Osawa 2021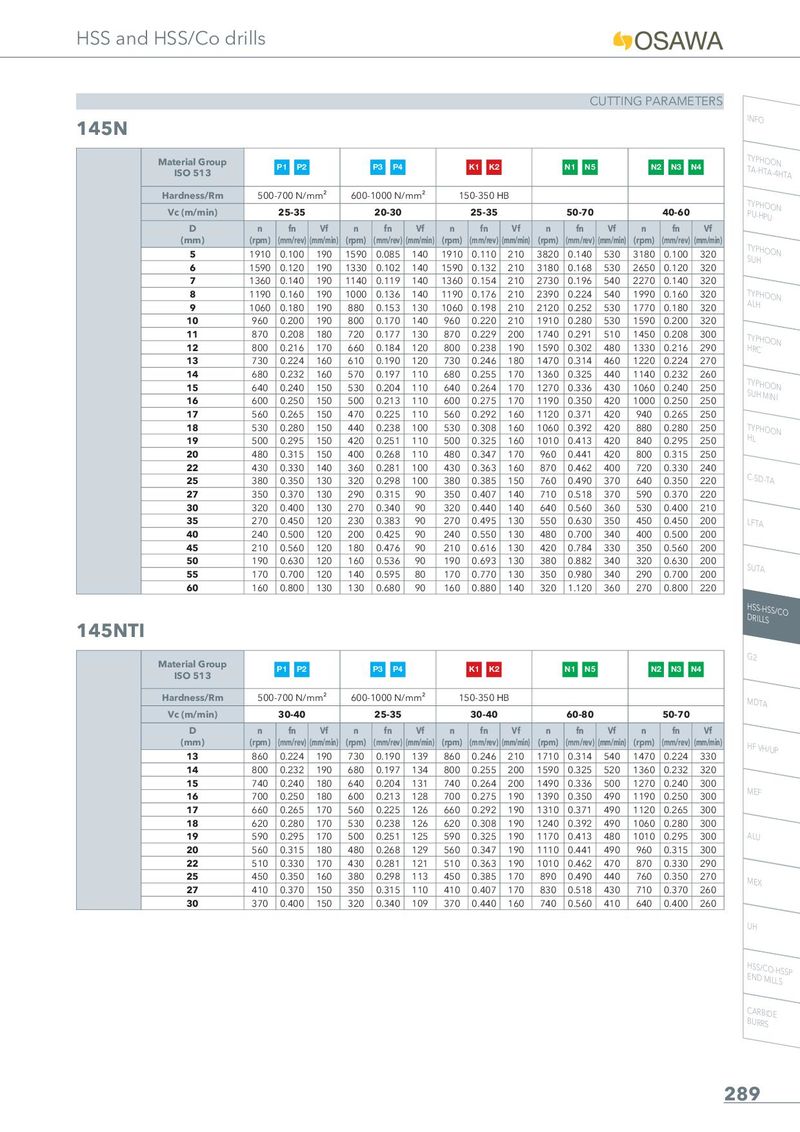
HSS and HSS/Co drills CUTTING PARAMETERS INFO 145N TYPHOO Material Group P1 P2 P3 P4 K1 K2 N1 N5 N2 N3 N4 N TA-HTA-4 ISO 513 HTA Hardness/Rm 500-700 N/mm² 600-1000 N/mm² 150-350 HB TYPHOO N Vc (m/min) 25-35 20-30 25-35 50-70 40-60 PU-HPU D n fn Vf n fn Vf n fn Vf n fn Vf n fn Vf (mm) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) TYPHOO 5 1910 0.100 190 1590 0.085 140 1910 0.110 210 3820 0.140 530 3180 0.100 320 N SUH 6 1590 0.120 190 1330 0.102 140 1590 0.132 210 3180 0.168 530 2650 0.120 320 7 1360 0.140 190 1140 0.119 140 1360 0.154 210 2730 0.196 540 2270 0.140 320 8 1190 0.160 190 1000 0.136 140 1190 0.176 210 2390 0.224 540 1990 0.160 320 TYPHOO N ALH 9 1060 0.180 190 880 0.153 130 1060 0.198 210 2120 0.252 530 1770 0.180 320 10 960 0.200 190 800 0.170 140 960 0.220 210 1910 0.280 530 1590 0.200 320 11 870 0.208 180 720 0.177 130 870 0.229 200 1740 0.291 510 1450 0.208 300 TYPHOO N 12 800 0.216 170 660 0.184 120 800 0.238 190 1590 0.302 480 1330 0.216 290 HRC 13 730 0.224 160 610 0.190 120 730 0.246 180 1470 0.314 460 1220 0.224 270 14 680 0.232 160 570 0.197 110 680 0.255 170 1360 0.325 440 1140 0.232 260 TYPHOO 15 640 0.240 150 530 0.204 110 640 0.264 170 1270 0.336 430 1060 0.240 250 N SUH MIN 16 600 0.250 150 500 0.213 110 600 0.275 170 1190 0.350 420 1000 0.250 250 I 17 560 0.265 150 470 0.225 110 560 0.292 160 1120 0.371 420 940 0.265 250 18 530 0.280 150 440 0.238 100 530 0.308 160 1060 0.392 420 880 0.280 250 TYPHOO N 19 500 0.295 150 420 0.251 110 500 0.325 160 1010 0.413 420 840 0.295 250 HL 20 480 0.315 150 400 0.268 110 480 0.347 170 960 0.441 420 800 0.315 250 22 430 0.330 140 360 0.281 100 430 0.363 160 870 0.462 400 720 0.330 240 C-SD-TA 25 380 0.350 130 320 0.298 100 380 0.385 150 760 0.490 370 640 0.350 220 27 350 0.370 130 290 0.315 90 350 0.407 140 710 0.518 370 590 0.370 220 30 320 0.400 130 270 0.340 90 320 0.440 140 640 0.560 360 530 0.400 210 35 270 0.450 120 230 0.383 90 270 0.495 130 550 0.630 350 450 0.450 200 LFTA 40 240 0.500 120 200 0.425 90 240 0.550 130 480 0.700 340 400 0.500 200 45 210 0.560 120 180 0.476 90 210 0.616 130 420 0.784 330 350 0.560 200 50 190 0.630 120 160 0.536 90 190 0.693 130 380 0.882 340 320 0.630 200 SUTA 55 170 0.700 120 140 0.595 80 170 0.770 130 350 0.980 340 290 0.700 200 60 160 0.800 130 130 0.680 90 160 0.880 140 320 1.120 360 270 0.800 220 HSS-HSS /CO DRILLS 145NTI G2 Material Group P1 P2 P3 P4 K1 K2 N1 N5 N2 N3 N4 ISO 513 Hardness/Rm 500-700 N/mm² 600-1000 N/mm² 150-350 HB MDTA Vc (m/min) 30-40 25-35 30-40 60-80 50-70 D n fn Vf n fn Vf n fn Vf n fn Vf n fn Vf (mm) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) HF VH/U P 13 860 0.224 190 730 0.190 139 860 0.246 210 1710 0.314 540 1470 0.224 330 14 800 0.232 190 680 0.197 134 800 0.255 200 1590 0.325 520 1360 0.232 320 15 740 0.240 180 640 0.204 131 740 0.264 200 1490 0.336 500 1270 0.240 300 MEF 16 700 0.250 180 600 0.213 128 700 0.275 190 1390 0.350 490 1190 0.250 300 17 660 0.265 170 560 0.225 126 660 0.292 190 1310 0.371 490 1120 0.265 300 18 620 0.280 170 530 0.238 126 620 0.308 190 1240 0.392 490 1060 0.280 300 19 590 0.295 170 500 0.251 125 590 0.325 190 1170 0.413 480 1010 0.295 300 ALU 20 560 0.315 180 480 0.268 129 560 0.347 190 1110 0.441 490 960 0.315 300 22 510 0.330 170 430 0.281 121 510 0.363 190 1010 0.462 470 870 0.330 290 25 450 0.350 160 380 0.298 113 450 0.385 170 890 0.490 440 760 0.350 270 MEX 27 410 0.370 150 350 0.315 110 410 0.407 170 830 0.518 430 710 0.370 260 30 370 0.400 150 320 0.340 109 370 0.440 160 740 0.560 410 640 0.400 260 UH HSS/CO -HSSP END MIL LS CARBIDE BURRS 289