Общий каталог Osawa 2018 - страница 286
Навигация
 Общий каталог Osawa 2021
Общий каталог Osawa 2021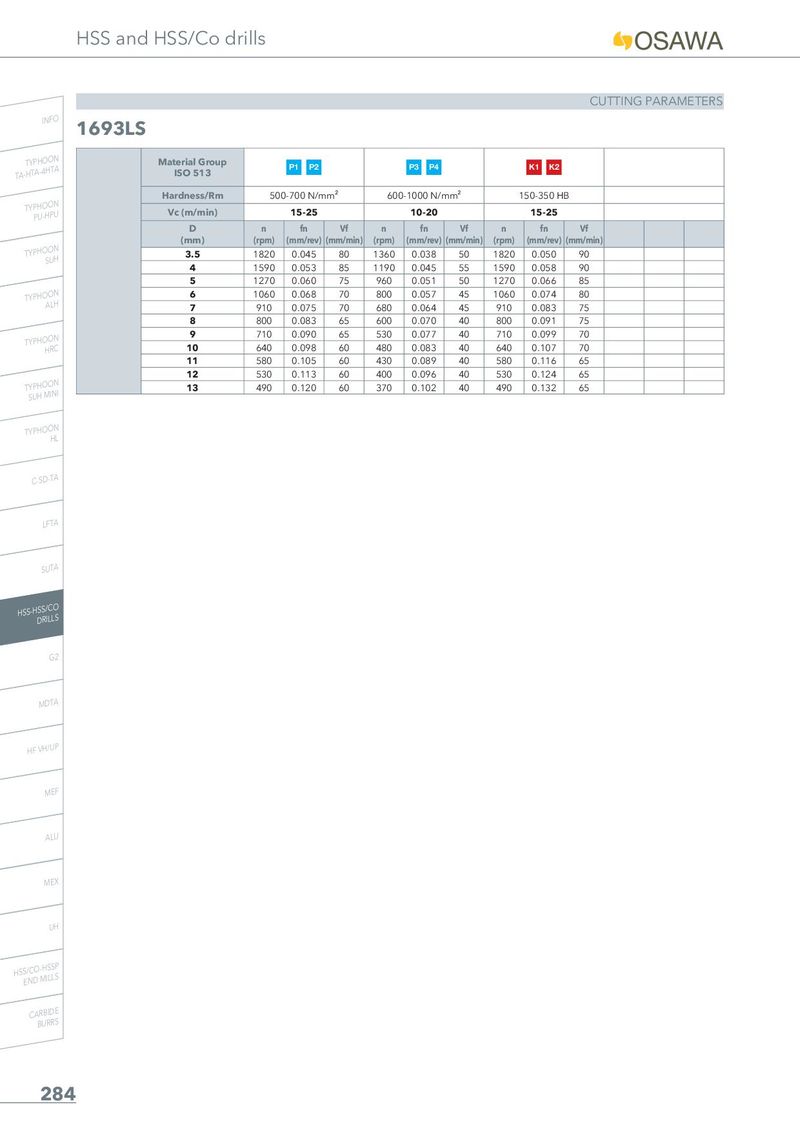
HSS and HSS/Co drills CUTTING PARAMETERS INFO 1693LS N TYPHOO Material Group P1 P2 P3 P4 K1 K2 HTA TA-HTA-4 ISO 513 Hardness/Rm 500-700 N/mm² 600-1000 N/mm² 150-350 HB N TYPHOO Vc (m/min) 15-25 10-20 15-25 PU-HPU D n fn Vf n fn Vf n fn Vf (mm) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) N TYPHOO 3.5 1820 0.045 80 1360 0.038 50 1820 0.050 90 SUH 4 1590 0.053 85 1190 0.045 55 1590 0.058 90 5 1270 0.060 75 960 0.051 50 1270 0.066 85 N 6 1060 0.068 70 800 0.057 45 1060 0.074 80 TYPHOO ALH 7 910 0.075 70 680 0.064 45 910 0.083 75 8 800 0.083 65 600 0.070 40 800 0.091 75 N 9 710 0.090 65 530 0.077 40 710 0.099 70 TYPHOO HRC 10 640 0.098 60 480 0.083 40 640 0.107 70 11 580 0.105 60 430 0.089 40 580 0.116 65 12 530 0.113 60 400 0.096 40 530 0.124 65 N TYPHOO 13 490 0.120 60 370 0.102 40 490 0.132 65 I SUH MIN N TYPHOO HL C-SD-TA LFTA SUTA /CO HSS-HSS DRILLS G2 MDTA P HF VH/U MEF ALU MEX UH -HSSP HSS/CO LS END MIL CARBIDE BURRS 284