Общий каталог Osawa 2018 - страница 284
Навигация
 Общий каталог Osawa 2021
Общий каталог Osawa 2021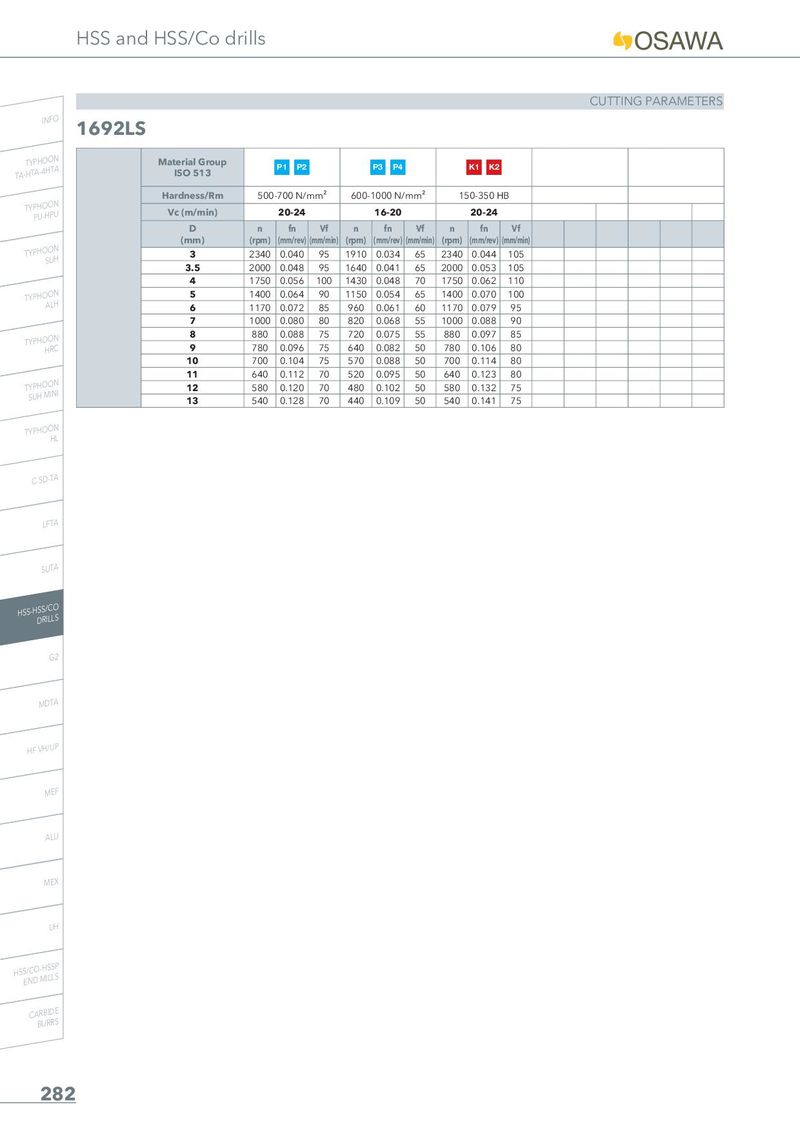
HSS and HSS/Co drills CUTTING PARAMETERS INFO 1692LS N TYPHOO Material Group P1 P2 P3 P4 K1 K2 HTA TA-HTA-4 ISO 513 Hardness/Rm 500-700 N/mm² 600-1000 N/mm² 150-350 HB N TYPHOO Vc (m/min) 20-24 16-20 20-24 PU-HPU D n fn Vf n fn Vf n fn Vf (mm) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) N TYPHOO 3 2340 0.040 95 1910 0.034 65 2340 0.044 105 SUH 3.5 2000 0.048 95 1640 0.041 65 2000 0.053 105 4 1750 0.056 100 1430 0.048 70 1750 0.062 110 N 5 1400 0.064 90 1150 0.054 65 1400 0.070 100 TYPHOO ALH 6 1170 0.072 85 960 0.061 60 1170 0.079 95 7 1000 0.080 80 820 0.068 55 1000 0.088 90 N 8 880 0.088 75 720 0.075 55 880 0.097 85 TYPHOO HRC 9 780 0.096 75 640 0.082 50 780 0.106 80 10 700 0.104 75 570 0.088 50 700 0.114 80 11 640 0.112 70 520 0.095 50 640 0.123 80 N TYPHOO 12 580 0.120 70 480 0.102 50 580 0.132 75 I SUH MIN 13 540 0.128 70 440 0.109 50 540 0.141 75 N TYPHOO HL C-SD-TA LFTA SUTA /CO HSS-HSS DRILLS G2 MDTA P HF VH/U MEF ALU MEX UH -HSSP HSS/CO LS END MIL CARBIDE BURRS 282