Общий каталог Osawa 2018 - страница 273
Навигация
 Общий каталог Osawa 2021
Общий каталог Osawa 2021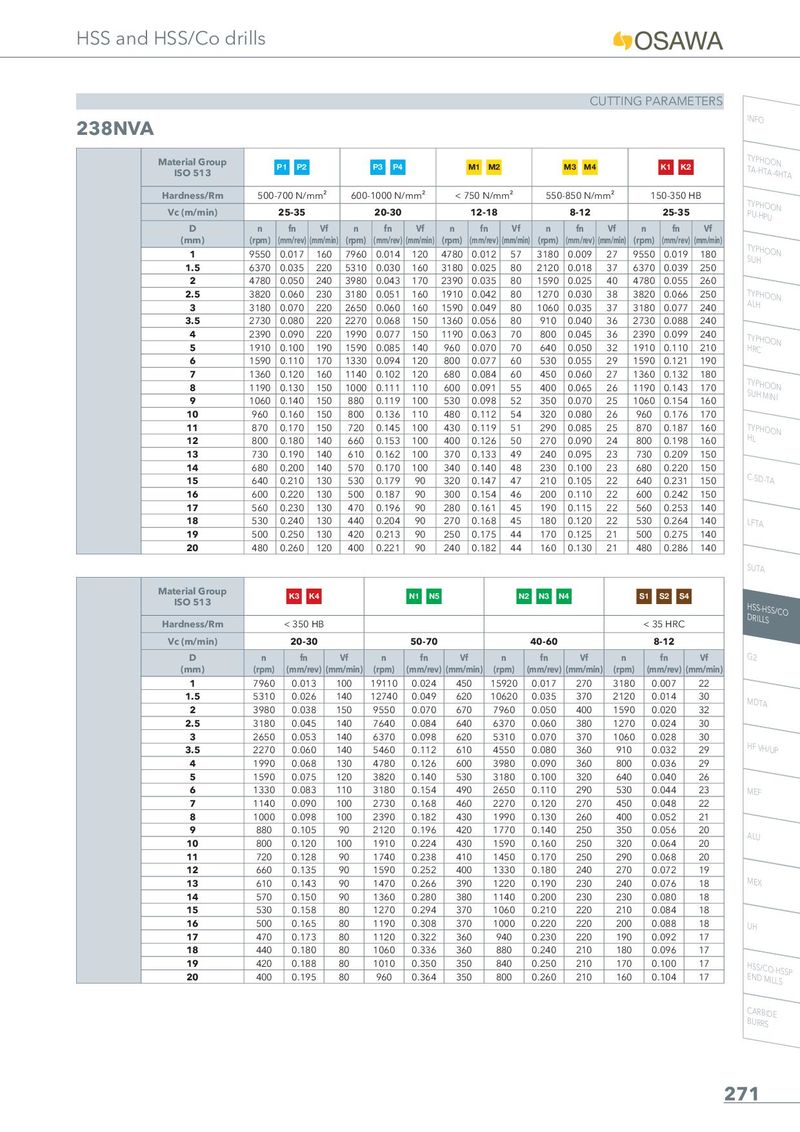
HSS and HSS/Co drills CUTTING PARAMETERS INFO 238NVA TYPHOO Material Group P1 P2 P3 P4 M1 M2 M3 M4 K1 K2 N TA-HTA-4 ISO 513 HTA Hardness/Rm 500-700 N/mm² 600-1000 N/mm² < 750 N/mm² 550-850 N/mm² 150-350 HB TYPHOO N Vc (m/min) 25-35 20-30 12-18 8-12 25-35 PU-HPU D n fn Vf n fn Vf n fn Vf n fn Vf n fn Vf (mm) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) TYPHOO 1 9550 0.017 160 7960 0.014 120 4780 0.012 57 3180 0.009 27 9550 0.019 180 N SUH 1.5 6370 0.035 220 5310 0.030 160 3180 0.025 80 2120 0.018 37 6370 0.039 250 2 4780 0.050 240 3980 0.043 170 2390 0.035 80 1590 0.025 40 4780 0.055 260 2.5 3820 0.060 230 3180 0.051 160 1910 0.042 80 1270 0.030 38 3820 0.066 250 TYPHOO N ALH 3 3180 0.070 220 2650 0.060 160 1590 0.049 80 1060 0.035 37 3180 0.077 240 3.5 2730 0.080 220 2270 0.068 150 1360 0.056 80 910 0.040 36 2730 0.088 240 4 2390 0.090 220 1990 0.077 150 1190 0.063 70 800 0.045 36 2390 0.099 240 TYPHOO N 5 1910 0.100 190 1590 0.085 140 960 0.070 70 640 0.050 32 1910 0.110 210 HRC 6 1590 0.110 170 1330 0.094 120 800 0.077 60 530 0.055 29 1590 0.121 190 7 1360 0.120 160 1140 0.102 120 680 0.084 60 450 0.060 27 1360 0.132 180 TYPHOO 8 1190 0.130 150 1000 0.111 110 600 0.091 55 400 0.065 26 1190 0.143 170 N SUH MIN 9 1060 0.140 150 880 0.119 100 530 0.098 52 350 0.070 25 1060 0.154 160 I 10 960 0.160 150 800 0.136 110 480 0.112 54 320 0.080 26 960 0.176 170 11 870 0.170 150 720 0.145 100 430 0.119 51 290 0.085 25 870 0.187 160 TYPHOO N 12 800 0.180 140 660 0.153 100 400 0.126 50 270 0.090 24 800 0.198 160 HL 13 730 0.190 140 610 0.162 100 370 0.133 49 240 0.095 23 730 0.209 150 14 680 0.200 140 570 0.170 100 340 0.140 48 230 0.100 23 680 0.220 150 C-SD-TA 15 640 0.210 130 530 0.179 90 320 0.147 47 210 0.105 22 640 0.231 150 16 600 0.220 130 500 0.187 90 300 0.154 46 200 0.110 22 600 0.242 150 17 560 0.230 130 470 0.196 90 280 0.161 45 190 0.115 22 560 0.253 140 18 530 0.240 130 440 0.204 90 270 0.168 45 180 0.120 22 530 0.264 140 LFTA 19 500 0.250 130 420 0.213 90 250 0.175 44 170 0.125 21 500 0.275 140 20 480 0.260 120 400 0.221 90 240 0.182 44 160 0.130 21 480 0.286 140 SUTA Material Group K3 K4 N1 N5 N2 N3 N4 S1 S2 S4 ISO 513 HSS-HSS /CO DRILLS Hardness/Rm < 350 HB < 35 HRC Vc (m/min) 20-30 50-70 40-60 8-12 D n fn Vf n fn Vf n fn Vf n fn Vf G2 (mm) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) 1 7960 0.013 100 19110 0.024 450 15920 0.017 270 3180 0.007 22 1.5 5310 0.026 140 12740 0.049 620 10620 0.035 370 2120 0.014 30 MDTA 2 3980 0.038 150 9550 0.070 670 7960 0.050 400 1590 0.020 32 2.5 3180 0.045 140 7640 0.084 640 6370 0.060 380 1270 0.024 30 3 2650 0.053 140 6370 0.098 620 5310 0.070 370 1060 0.028 30 HF VH/U 3.5 2270 0.060 140 5460 0.112 610 4550 0.080 360 910 0.032 29 P 4 1990 0.068 130 4780 0.126 600 3980 0.090 360 800 0.036 29 5 1590 0.075 120 3820 0.140 530 3180 0.100 320 640 0.040 26 6 1330 0.083 110 3180 0.154 490 2650 0.110 290 530 0.044 23 MEF 7 1140 0.090 100 2730 0.168 460 2270 0.120 270 450 0.048 22 8 1000 0.098 100 2390 0.182 430 1990 0.130 260 400 0.052 21 9 880 0.105 90 2120 0.196 420 1770 0.140 250 350 0.056 20 ALU 10 800 0.120 100 1910 0.224 430 1590 0.160 250 320 0.064 20 11 720 0.128 90 1740 0.238 410 1450 0.170 250 290 0.068 20 12 660 0.135 90 1590 0.252 400 1330 0.180 240 270 0.072 19 13 610 0.143 90 1470 0.266 390 1220 0.190 230 240 0.076 18 MEX 14 570 0.150 90 1360 0.280 380 1140 0.200 230 230 0.080 18 15 530 0.158 80 1270 0.294 370 1060 0.210 220 210 0.084 18 16 500 0.165 80 1190 0.308 370 1000 0.220 220 200 0.088 18 UH 17 470 0.173 80 1120 0.322 360 940 0.230 220 190 0.092 17 18 440 0.180 80 1060 0.336 360 880 0.240 210 180 0.096 17 19 420 0.188 80 1010 0.350 350 840 0.250 210 170 0.100 17 HSS/CO -HSSP 20 400 0.195 80 960 0.364 350 800 0.260 210 160 0.104 17 END MIL LS CARBIDE BURRS 271