Общий каталог Osawa 2018 - страница 268
Навигация
 Общий каталог Osawa 2021
Общий каталог Osawa 2021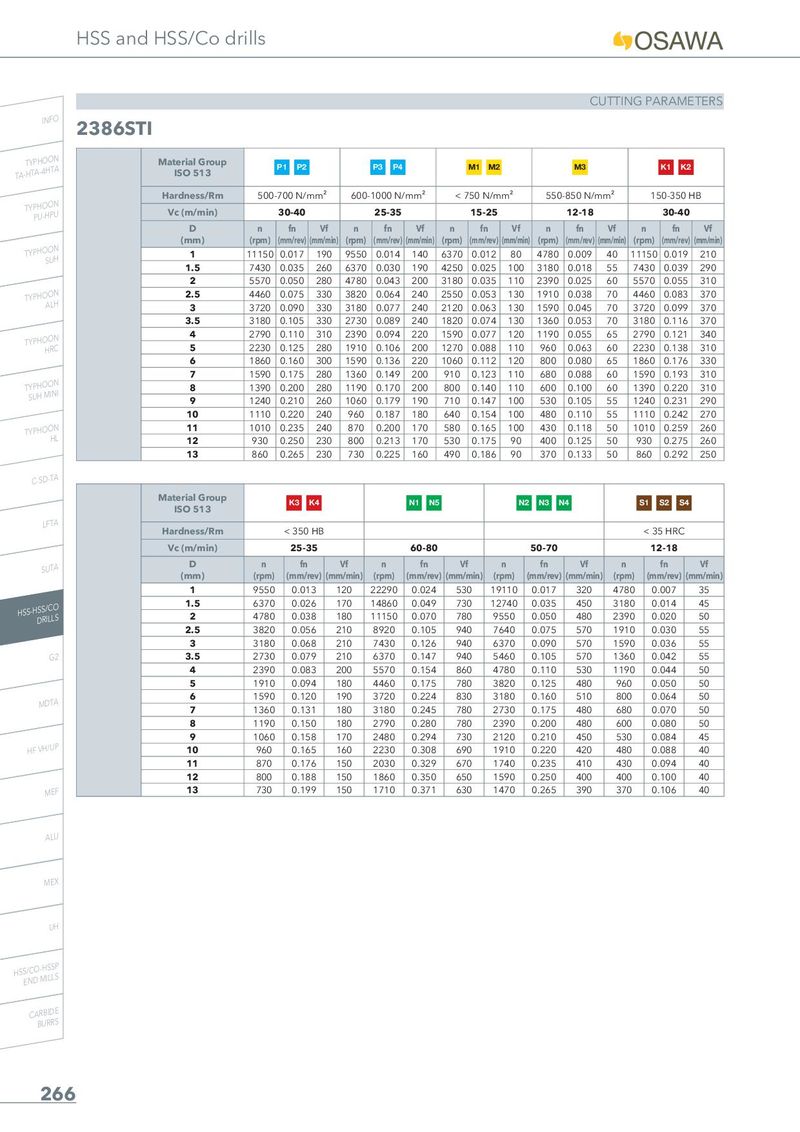
HSS and HSS/Co drills CUTTING PARAMETERS INFO 2386STI N TYPHOO Material Group P1 P2 P3 P4 M1 M2 M3 K1 K2 HTA TA-HTA-4 ISO 513 Hardness/Rm 500-700 N/mm² 600-1000 N/mm² < 750 N/mm² 550-850 N/mm² 150-350 HB N TYPHOO Vc (m/min) 30-40 25-35 15-25 12-18 30-40 PU-HPU D n fn Vf n fn Vf n fn Vf n fn Vf n fn Vf (mm) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) N TYPHOO 1 11150 0.017 190 9550 0.014 140 6370 0.012 80 4780 0.009 40 11150 0.019 210 SUH 1.5 7430 0.035 260 6370 0.030 190 4250 0.025 100 3180 0.018 55 7430 0.039 290 2 5570 0.050 280 4780 0.043 200 3180 0.035 110 2390 0.025 60 5570 0.055 310 N 2.5 4460 0.075 330 3820 0.064 240 2550 0.053 130 1910 0.038 70 4460 0.083 370 TYPHOO ALH 3 3720 0.090 330 3180 0.077 240 2120 0.063 130 1590 0.045 70 3720 0.099 370 3.5 3180 0.105 330 2730 0.089 240 1820 0.074 130 1360 0.053 70 3180 0.116 370 N 4 2790 0.110 310 2390 0.094 220 1590 0.077 120 1190 0.055 65 2790 0.121 340 TYPHOO HRC 5 2230 0.125 280 1910 0.106 200 1270 0.088 110 960 0.063 60 2230 0.138 310 6 1860 0.160 300 1590 0.136 220 1060 0.112 120 800 0.080 65 1860 0.176 330 7 1590 0.175 280 1360 0.149 200 910 0.123 110 680 0.088 60 1590 0.193 310 N TYPHOO 8 1390 0.200 280 1190 0.170 200 800 0.140 110 600 0.100 60 1390 0.220 310 I SUH MIN 9 1240 0.210 260 1060 0.179 190 710 0.147 100 530 0.105 55 1240 0.231 290 10 1110 0.220 240 960 0.187 180 640 0.154 100 480 0.110 55 1110 0.242 270 N 11 1010 0.235 240 870 0.200 170 580 0.165 100 430 0.118 50 1010 0.259 260 TYPHOO HL 12 930 0.250 230 800 0.213 170 530 0.175 90 400 0.125 50 930 0.275 260 13 860 0.265 230 730 0.225 160 490 0.186 90 370 0.133 50 860 0.292 250 C-SD-TA Material Group K3 K4 N1 N5 N2 N3 N4 S1 S2 S4 ISO 513 LFTA Hardness/Rm < 350 HB < 35 HRC Vc (m/min) 25-35 60-80 50-70 12-18 D n fn Vf n fn Vf n fn Vf n fn Vf SUTA (mm) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) 1 9550 0.013 120 22290 0.024 530 19110 0.017 320 4780 0.007 35 1.5 6370 0.026 170 14860 0.049 730 12740 0.035 450 3180 0.014 45 /CO HSS-HSS 2 4780 0.038 180 11150 0.070 780 9550 0.050 480 2390 0.020 50 DRILLS 2.5 3820 0.056 210 8920 0.105 940 7640 0.075 570 1910 0.030 55 3 3180 0.068 210 7430 0.126 940 6370 0.090 570 1590 0.036 55 G2 3.5 2730 0.079 210 6370 0.147 940 5460 0.105 570 1360 0.042 55 4 2390 0.083 200 5570 0.154 860 4780 0.110 530 1190 0.044 50 5 1910 0.094 180 4460 0.175 780 3820 0.125 480 960 0.050 50 6 1590 0.120 190 3720 0.224 830 3180 0.160 510 800 0.064 50 MDTA 7 1360 0.131 180 3180 0.245 780 2730 0.175 480 680 0.070 50 8 1190 0.150 180 2790 0.280 780 2390 0.200 480 600 0.080 50 9 1060 0.158 170 2480 0.294 730 2120 0.210 450 530 0.084 45 P HF VH/U 10 960 0.165 160 2230 0.308 690 1910 0.220 420 480 0.088 40 11 870 0.176 150 2030 0.329 670 1740 0.235 410 430 0.094 40 12 800 0.188 150 1860 0.350 650 1590 0.250 400 400 0.100 40 MEF 13 730 0.199 150 1710 0.371 630 1470 0.265 390 370 0.106 40 ALU MEX UH -HSSP HSS/CO LS END MIL CARBIDE BURRS 266