Общий каталог Osawa 2018 - страница 263
Навигация
 Общий каталог Osawa 2021
Общий каталог Osawa 2021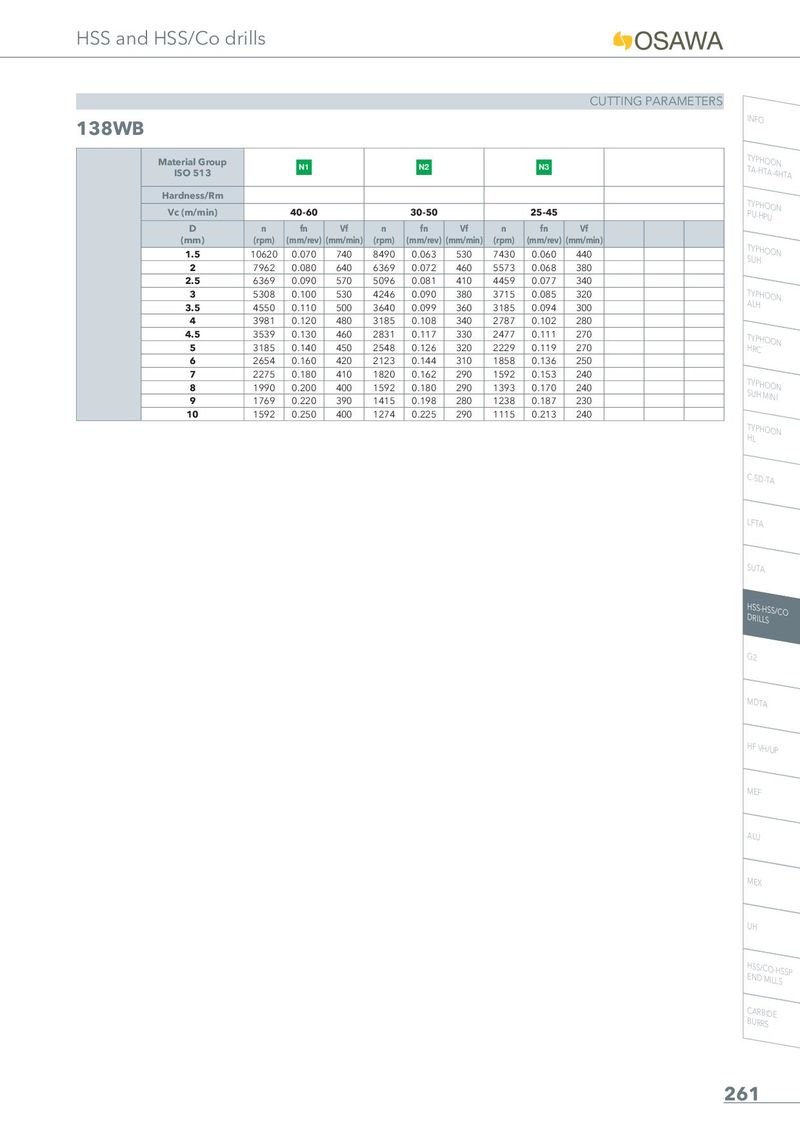
HSS and HSS/Co drills CUTTING PARAMETERS 138WB INFO Material Group N1 N2 N3 TTYAP-HHTOAO-4NHTA ISO 513 Hardness/Rm TPYUP-HHPOUON Vc (m/min) 40-60 30-50 25-45 D n fn Vf n fn Vf n fn Vf (mm) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) TSUYPHHOON 1.5 10620 0.070 740 8490 0.063 530 7430 0.060 440 2 7962 0.080 640 6369 0.072 460 5573 0.068 380 2.5 6369 0.090 570 5096 0.081 410 4459 0.077 340 3 5308 0.100 530 4246 0.090 380 3715 0.085 320 TAYLPHHOON 3.5 4550 0.110 500 3640 0.099 360 3185 0.094 300 4 3981 0.120 480 3185 0.108 340 2787 0.102 280 4.5 3539 0.130 460 2831 0.117 330 2477 0.111 270 THYRPCHOON 5 3185 0.140 450 2548 0.126 320 2229 0.119 270 6 2654 0.160 420 2123 0.144 310 1858 0.136 250 7 2275 0.180 410 1820 0.162 290 1592 0.153 240 TSUYPHHMOIONIN 8 1990 0.200 400 1592 0.180 290 1393 0.170 240 9 1769 0.220 390 1415 0.198 280 1238 0.187 230 10 1592 0.250 400 1274 0.225 290 1115 0.213 240 THYLPHOON C-SD-TA LFTA SUTA HDSRSIL-LHSSS/CO G2 MDTA HF VH/UP MEF ALU MEX UH HENSSD/CMOIL-LHSSSP CBUARRRBSIDE 261