Общий каталог Osawa 2018 - страница 240
Навигация
 Общий каталог Osawa 2021
Общий каталог Osawa 2021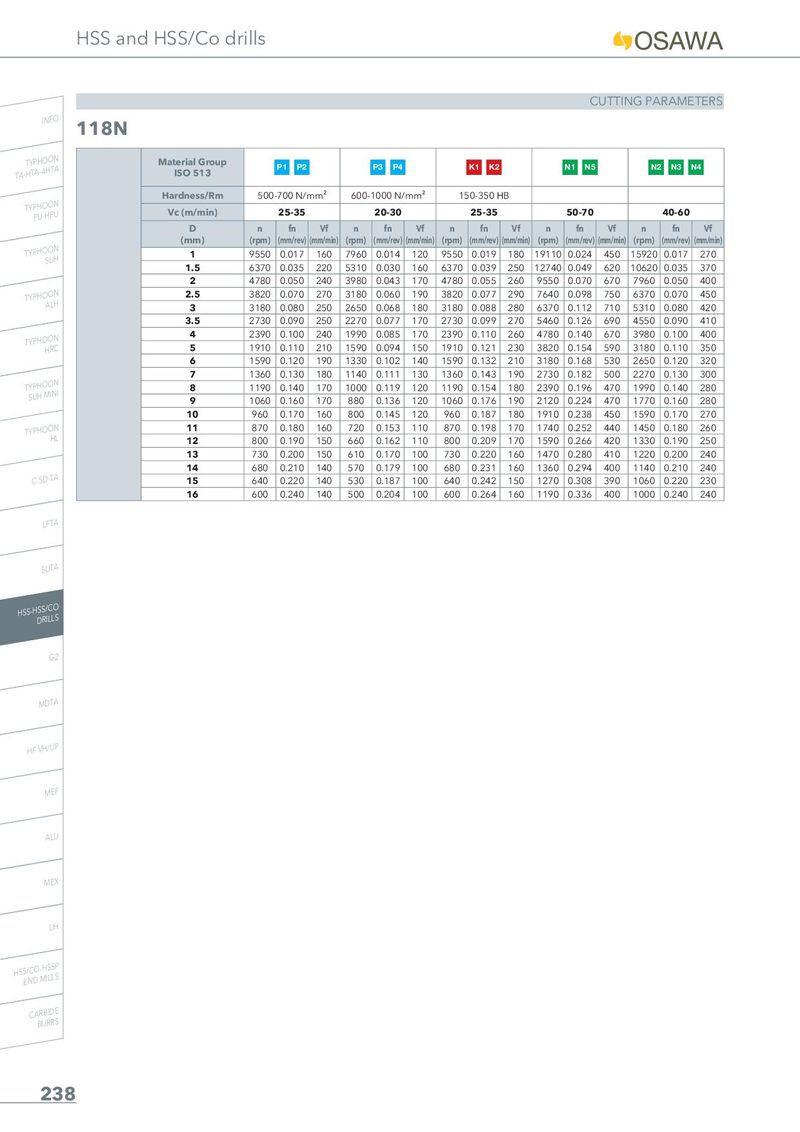
HSS and HSS/Co drills CUTTING PARAMETERS INFO 118N TA-THYTPAH-4OHOTNA Material Group P1 P2 P3 P4 K1 K2 N1 N5 N2 N3 N4 ISO 513 Hardness/Rm 500-700 N/mm² 600-1000 N/mm² 150-350 HB TYPPHUO-HOPNU Vc (m/min) 25-35 20-30 25-35 50-70 40-60 D n fn Vf n fn Vf n fn Vf n fn Vf n fn Vf (mm) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) TYPHOSOUNH 1 9550 0.017 160 7960 0.014 120 9550 0.019 180 19110 0.024 450 15920 0.017 270 1.5 6370 0.035 220 5310 0.030 160 6370 0.039 250 12740 0.049 620 10620 0.035 370 2 4780 0.050 240 3980 0.043 170 4780 0.055 260 9550 0.070 670 7960 0.050 400 TYPHOAOLNH 2.5 3820 0.070 270 3180 0.060 190 3820 0.077 290 7640 0.098 750 6370 0.070 450 3 3180 0.080 250 2650 0.068 180 3180 0.088 280 6370 0.112 710 5310 0.080 420 3.5 2730 0.090 250 2270 0.077 170 2730 0.099 270 5460 0.126 690 4550 0.090 410 TYPHOHORNC 4 2390 0.100 240 1990 0.085 170 2390 0.110 260 4780 0.140 670 3980 0.100 400 5 1910 0.110 210 1590 0.094 150 1910 0.121 230 3820 0.154 590 3180 0.110 350 6 1590 0.120 190 1330 0.102 140 1590 0.132 210 3180 0.168 530 2650 0.120 320 7 1360 0.130 180 1140 0.111 130 1360 0.143 190 2730 0.182 500 2270 0.130 300 TSYUPHHOMOINNI 8 1190 0.140 170 1000 0.119 120 1190 0.154 180 2390 0.196 470 1990 0.140 280 9 1060 0.160 170 880 0.136 120 1060 0.176 190 2120 0.224 470 1770 0.160 280 10 960 0.170 160 800 0.145 120 960 0.187 180 1910 0.238 450 1590 0.170 270 TYPHOOHNL 11 870 0.180 160 720 0.153 110 870 0.198 170 1740 0.252 440 1450 0.180 260 12 800 0.190 150 660 0.162 110 800 0.209 170 1590 0.266 420 1330 0.190 250 13 730 0.200 150 610 0.170 100 730 0.220 160 1470 0.280 410 1220 0.200 240 14 680 0.210 140 570 0.179 100 680 0.231 160 1360 0.294 400 1140 0.210 240 C-SD-TA 15 640 0.220 140 530 0.187 100 640 0.242 150 1270 0.308 390 1060 0.220 230 16 600 0.240 140 500 0.204 100 600 0.264 160 1190 0.336 400 1000 0.240 240 LFTA SUTA HSS-HDSSR/ILCLOS G2 MDTA HF VH/UP MEF ALU MEX UH HSSE/NCDO-MHISLSLPS CARBIDE BURRS 238