Общий каталог Osawa 2018 - страница 203
Навигация
 Общий каталог Osawa 2021
Общий каталог Osawa 2021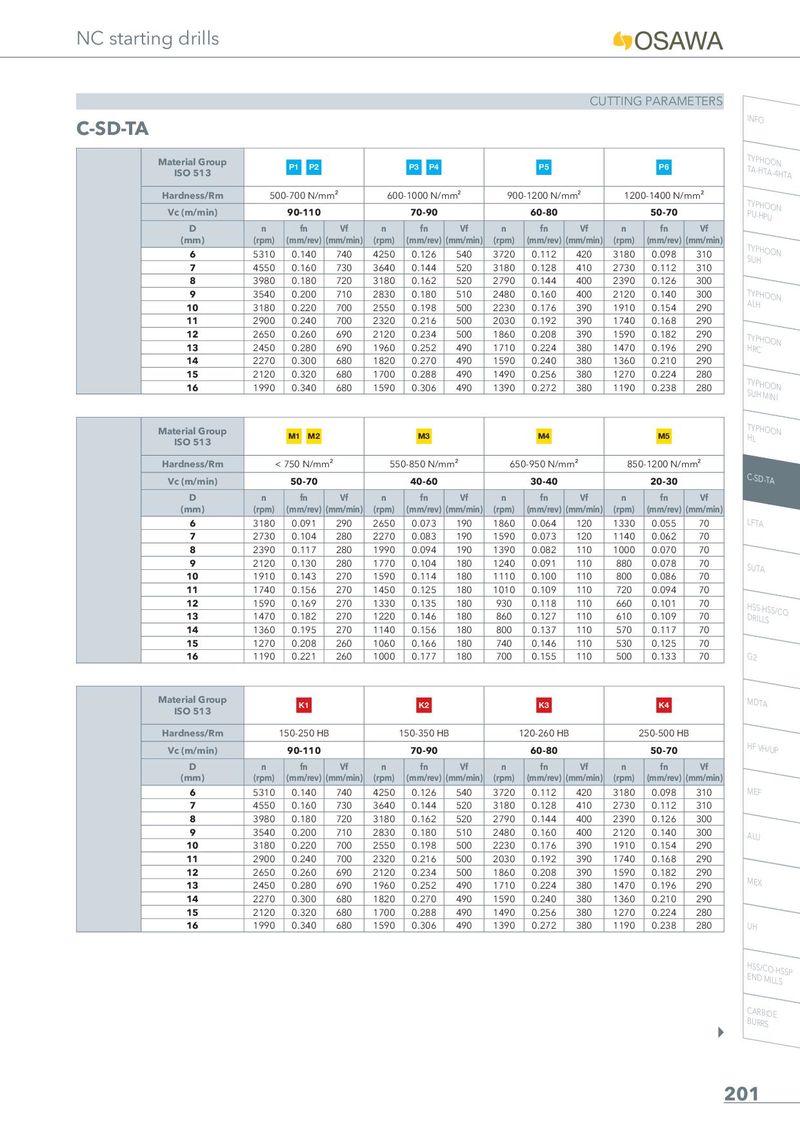
NC starting drills CUTTING PARAMETERS C-SD-TA INFO Material Group P1 P2 P3 P4 P5 P6 TTYAP-HHTOAO-4NHTA ISO 513 Hardness/Rm 500-700 N/mm² 600-1000 N/mm² 900-1200 N/mm² 1200-1400 N/mm² TPYUP-HHPOUON Vc (m/min) 90-110 70-90 60-80 50-70 D n fn Vf n fn Vf n fn Vf n fn Vf (mm) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) TSUYPHHOON 6 5310 0.140 740 4250 0.126 540 3720 0.112 420 3180 0.098 310 7 4550 0.160 730 3640 0.144 520 3180 0.128 410 2730 0.112 310 8 3980 0.180 720 3180 0.162 520 2790 0.144 400 2390 0.126 300 9 3540 0.200 710 2830 0.180 510 2480 0.160 400 2120 0.140 300 TAYLPHHOON 10 3180 0.220 700 2550 0.198 500 2230 0.176 390 1910 0.154 290 11 2900 0.240 700 2320 0.216 500 2030 0.192 390 1740 0.168 290 12 2650 0.260 690 2120 0.234 500 1860 0.208 390 1590 0.182 290 THYRPCHOON 13 2450 0.280 690 1960 0.252 490 1710 0.224 380 1470 0.196 290 14 2270 0.300 680 1820 0.270 490 1590 0.240 380 1360 0.210 290 15 2120 0.320 680 1700 0.288 490 1490 0.256 380 1270 0.224 280 TSUYPHHMOIONIN 16 1990 0.340 680 1590 0.306 490 1390 0.272 380 1190 0.238 280 Material Group M1 M2 M3 M4 M5 THYLPHOON ISO 513 Hardness/Rm < 750 N/mm² 550-850 N/mm² 650-950 N/mm² 850-1200 N/mm² Vc (m/min) 50-70 40-60 30-40 20-30 C-SD-TA D n fn Vf n fn Vf n fn Vf n fn Vf (mm) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) 6 3180 0.091 290 2650 0.073 190 1860 0.064 120 1330 0.055 70 LFTA 7 2730 0.104 280 2270 0.083 190 1590 0.073 120 1140 0.062 70 8 2390 0.117 280 1990 0.094 190 1390 0.082 110 1000 0.070 70 9 2120 0.130 280 1770 0.104 180 1240 0.091 110 880 0.078 70 SUTA 10 1910 0.143 270 1590 0.114 180 1110 0.100 110 800 0.086 70 11 1740 0.156 270 1450 0.125 180 1010 0.109 110 720 0.094 70 12 1590 0.169 270 1330 0.135 180 930 0.118 110 660 0.101 70 HDSRSIL-LHSSS/CO 13 1470 0.182 270 1220 0.146 180 860 0.127 110 610 0.109 70 14 1360 0.195 270 1140 0.156 180 800 0.137 110 570 0.117 70 15 1270 0.208 260 1060 0.166 180 740 0.146 110 530 0.125 70 16 1190 0.221 260 1000 0.177 180 700 0.155 110 500 0.133 70 G2 Material Group K1 K2 K3 K4 MDTA ISO 513 Hardness/Rm 150-250 HB 150-350 HB 120-260 HB 250-500 HB Vc (m/min) 90-110 70-90 60-80 50-70 HF VH/UP D n fn Vf n fn Vf n fn Vf n fn Vf (mm) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) (rpm) (mm/rev) (mm/min) 6 5310 0.140 740 4250 0.126 540 3720 0.112 420 3180 0.098 310 MEF 7 4550 0.160 730 3640 0.144 520 3180 0.128 410 2730 0.112 310 8 3980 0.180 720 3180 0.162 520 2790 0.144 400 2390 0.126 300 9 3540 0.200 710 2830 0.180 510 2480 0.160 400 2120 0.140 300 ALU 10 3180 0.220 700 2550 0.198 500 2230 0.176 390 1910 0.154 290 11 2900 0.240 700 2320 0.216 500 2030 0.192 390 1740 0.168 290 12 2650 0.260 690 2120 0.234 500 1860 0.208 390 1590 0.182 290 13 2450 0.280 690 1960 0.252 490 1710 0.224 380 1470 0.196 290 MEX 14 2270 0.300 680 1820 0.270 490 1590 0.240 380 1360 0.210 290 15 2120 0.320 680 1700 0.288 490 1490 0.256 380 1270 0.224 280 16 1990 0.340 680 1590 0.306 490 1390 0.272 380 1190 0.238 280 UH HENSSD/CMOIL-LHSSSP CBUARRRBSIDE 201